
Aktualisiert: 02. Dezember 2024

Mit der Eröffnung des Personenverkehrs am 13. März 1901 auf Jagsttalbahn lief in jedem Personenzug, die als PmG geführt wurden, ein kombinierter Post- und Gepäckwagen mit. Diese mit den Betriebsnummern 15 und 16 eingereihten Fahrzeuge wurden von der Waggonfabrik Görlitz geliefert. Im Gepäckabteil, in dem natürlich auch das Eil- und Expressgut befördert wurde, war ein Schreibarbeitsplatz für den Zugführer untergebracht. Daneben war im Gepäckabteil auch ein Abort untergebracht, der einzige im ganzen Zug. Dies ist dann auch der Grund dafür das jeder Personenzug einen PwPost mitführen mußte. Die Wagen verfügten über eine Heizung im Postabteil das räumlich zu dem Gepäckabteil mit dem Abort abgetrennt ist. Der Postraum war mit 8m˛ auch um einiges größer als der nur 5m˛ große Gepäckraum, von dem auch noch die Fläche für den Abort abgeht. Beide Abteile haben getrennte Seitentüren, das Gepäckabteil auch eine Tür in der Stirnwand. Innen war kein Durchgang zwischen beiden Abteilen vorgesehen. Da weder die Personenwagen noch der PwPost über eine Übergangsbühne verfügten konnte der Abort nur während des Stillstandes des Zuges im Bahnhof besucht werden, durfte aber erst nach der Anfahrt des Zuges benutzt werden. Ein eher recht umständliches "Vergnügen".
Die Lebensläufe der beiden Wagen sind recht überschaubar, beide Wagen blieben bis zu Ende des Personenverkehrs im Einsatz. 1930 wurde zusammen mit den Personenwagen die Bremsanlage auf Westinghouse Druckluftbremse umgebaut. 1931 erhielten die Wagen eine Blaugasbeleuchtung.
1954 wurde M-D88 nach der Einstellung des Personenverkehrs abgestellt und 1960 zum Bremsballastwagen umgebaut. Hierzu findes sich auch ein Eigenbaubericht im Kapitel "Pufferwagen" .
1949 wurde M-D89 mit einer Tür zwischen Post- und Gepäckabteil versehen und nur noch als Gepäckwagen verwendet. Nach der Einstellung des Personenverkehrs wurde er im Güterverkehr weiterverwendet und 1957 mit einem neuen Dach und 1962 mit elektrischer Beleuchtung versehen. M-D89 wurde 1971 abgestellt. Vermutlich wurde für die Verwendung als Güterwagen auch der Abort und der Ofen entfernt, spätestens nach 1957 gibt es kein Bild mehr mit Schlot auf dem Dach. Auch die Tritte an der Stirnwand weisen die Bilder nicht mehr auf. Das Fahrzeug befindet sich noch heute im Jagsttal.
Die Umsetzung ins Modell erfolgte schon früher durch die Firma GI-Modellbau in Messing Ätztechnik. Der Bausatz erfordert etwas Übung beim Bau von Modellen aus Messingblech und ist überdies schon lange nicht mehr zu bekommen. Zeit also auch diesen Wagen in 3D zu konstruieren und als gedrucktes Modell wieder auferstehen zu lassen. Die Konstruktion für dies Modell ist auch nicht anders als bisher beschrieben. Stirn und Rückwand sind unterschiedlich, die beiden Seitenwände sind gespiegelt. Auch lassen sich viele bereits erstelle Bauteile wiederverwenden. Hier zeigt sich der Vorteil des Baukastensystems. Ich zeige hier nun keine "Bauteil für Bauteil" Baubericht, sondern zeige nur ein paar Ansichten und Besonderheiten sowie den Bau des M-D 89.
In der Zeit nach 1957, vermutlich schon seit 1949, hatte der M-D keine Tritte mehr an der Strinseite, lediglich die Griffstangenwaren noch vorhanden. Im Bild links der Zustand als G-Wagen, rechts der Zustand als PwPost.
Als Güterwagen waren auch die Einwurfschlitze der Briefpost ausgebaut und die Öffnungen verschlossen. Dies wurde vermutlich auch schon mit dem Umbau 1949 umgesetzt, spätestens ab 1957.
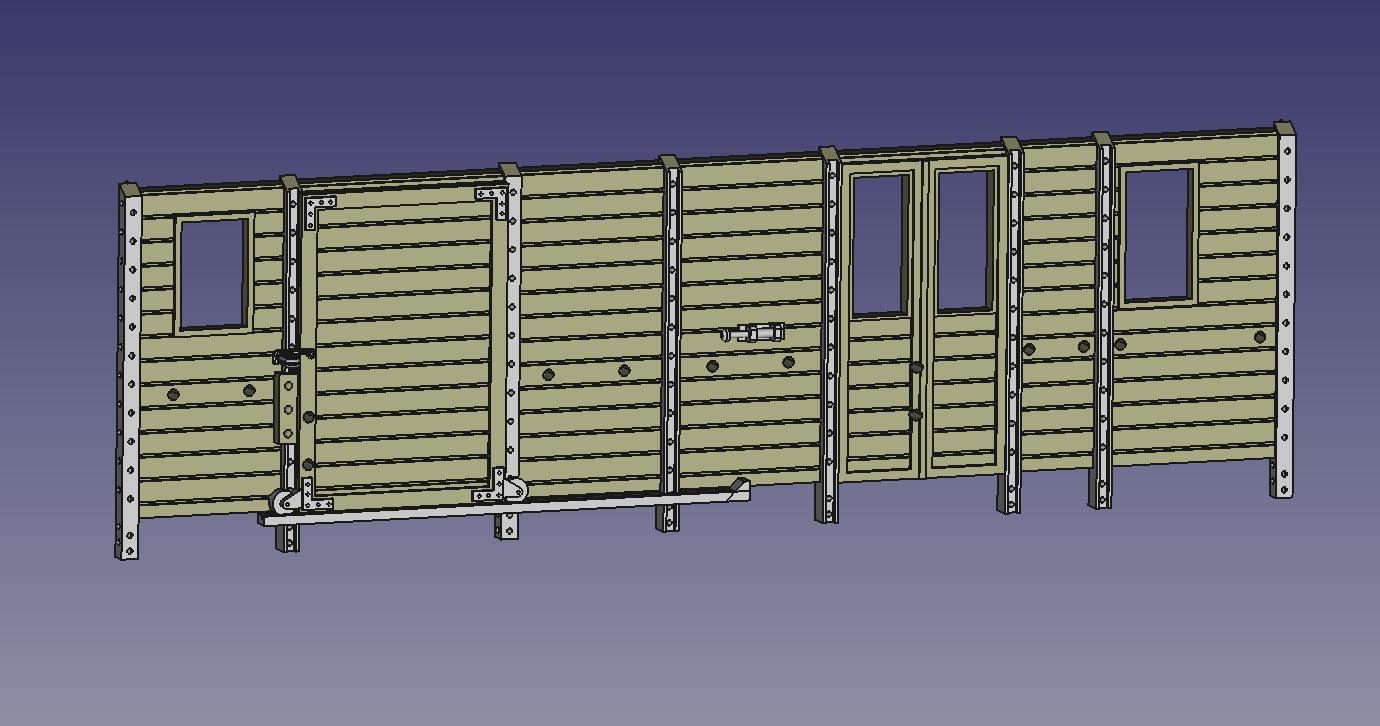
Diese Änderung betrifft beide Seitenteile, hier die linke Seite.
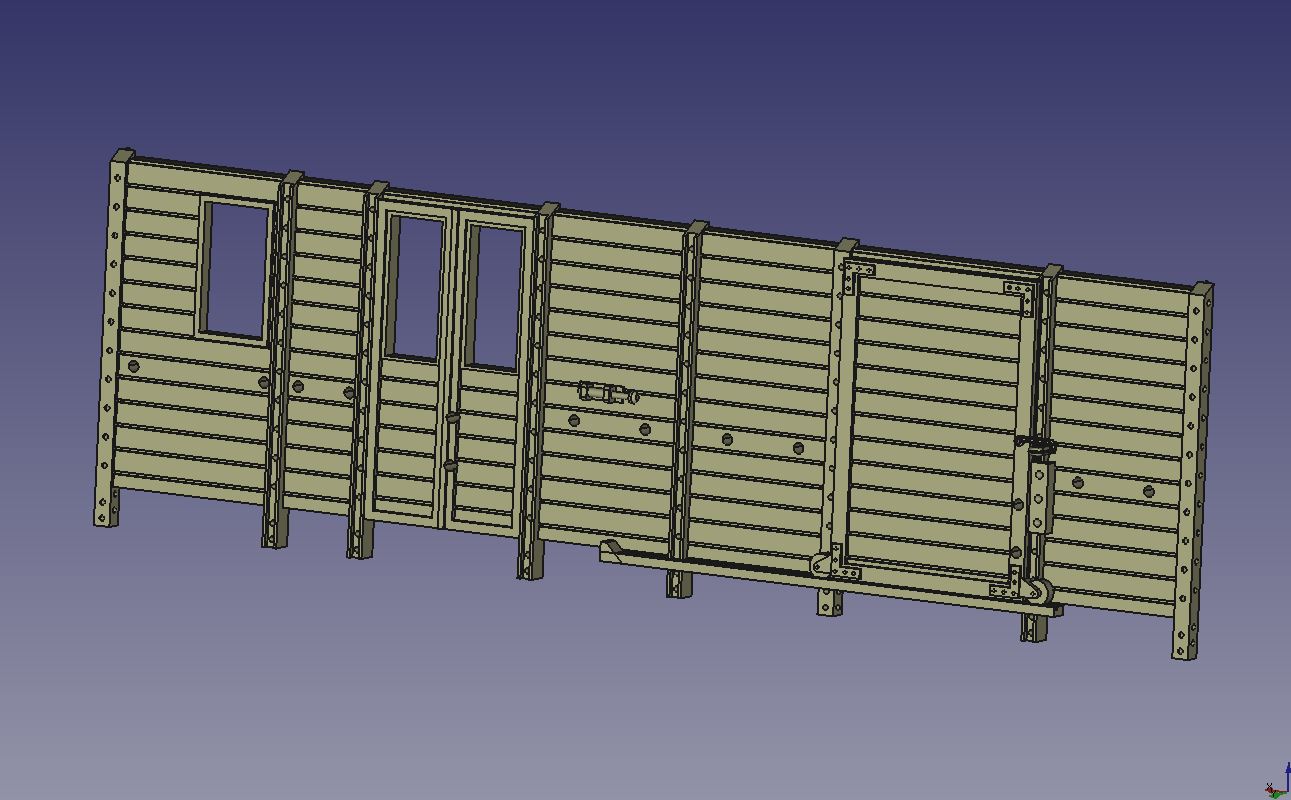
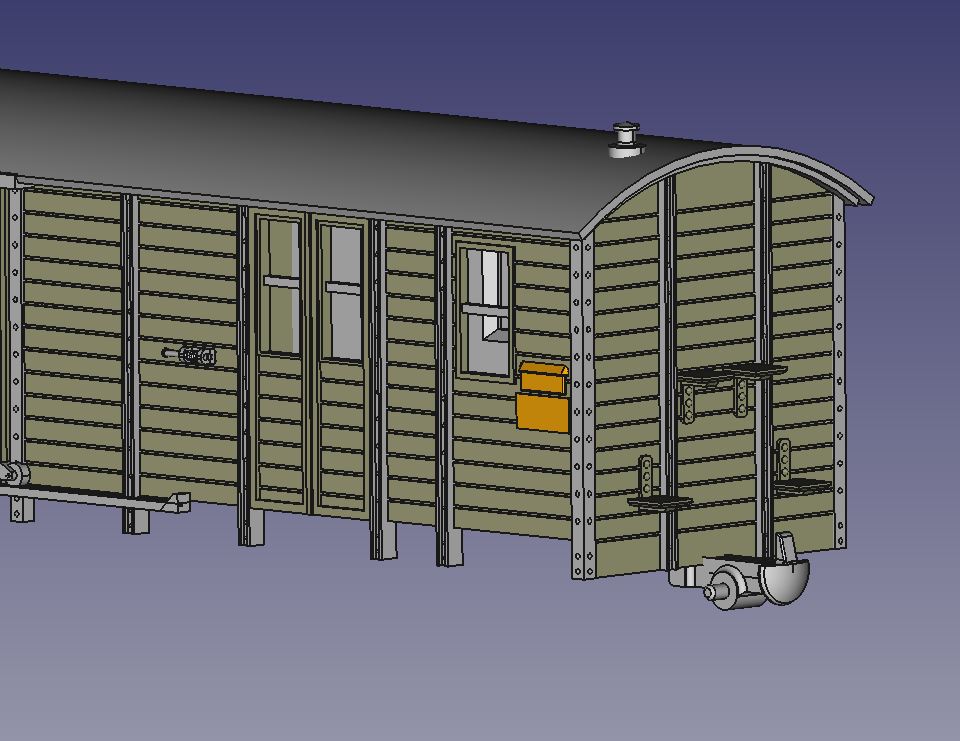
Zum Vergleich hier noch einmal die Version als Pw Post mit Brifschlitz (gelb), den Tritten an der Stirn und dem Schlot auf dem Dach.
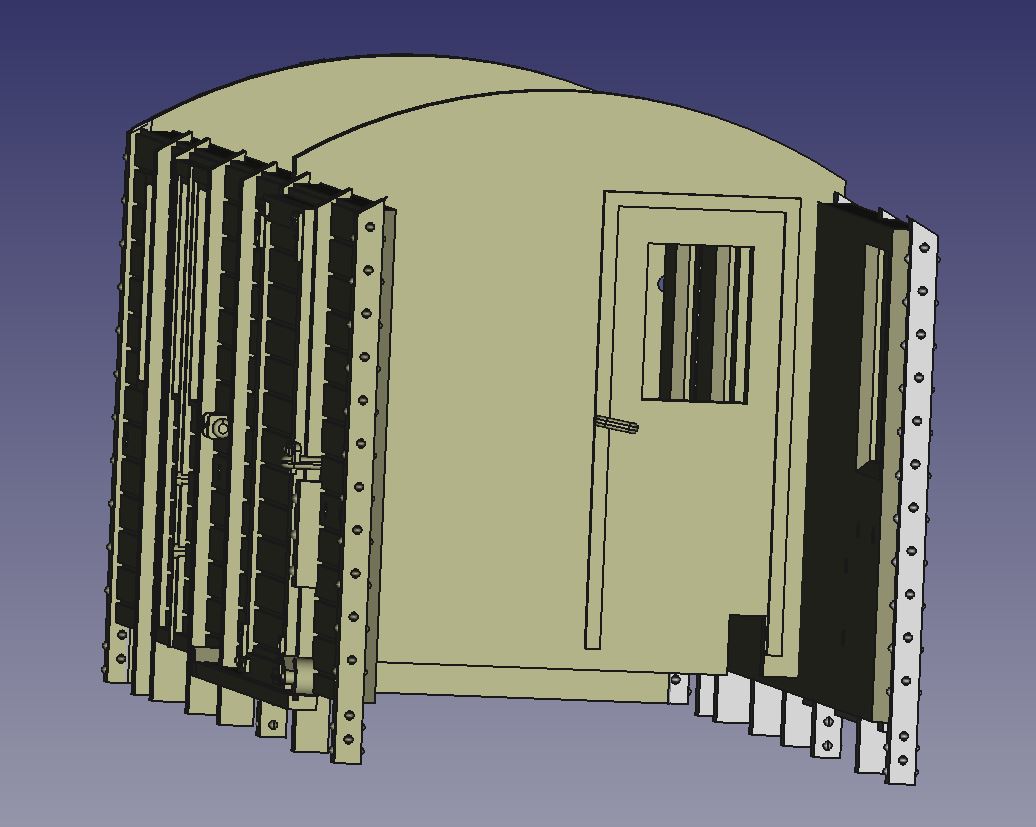
Die Tür in der Trennwand im Inneren des Wagenkastens wird man vermutlich von außen nicht sehen, aber es ist als Konstrukteur immer gut zu wissen das auch solche Details vorhanden sind.
Alles in Allem Kleinigkeiten, die den Eindruck des Fahrzeuges doch stark beeinflussen. Hier nun der der M-D 89 in der Version als Güterwagen.

Die ursprüngliche Konstruktion des M-D 89 ist schon recht alt (2019). Damals habe ich noch selbst geätzte Achshalter verwendet. Das läuft recht leicht, ist aber aufwändig und führt zu breiteren Fahrwerken als sie maßstäblich wären. Meine neueren Fahrwerke laufen in Kugellagern.
Dafür habe ich in meiner Bauteile-Sammlung einen einfachen Kugellagerhalter zum einklipsen von Kugellagern für 1,5mm Wellen.
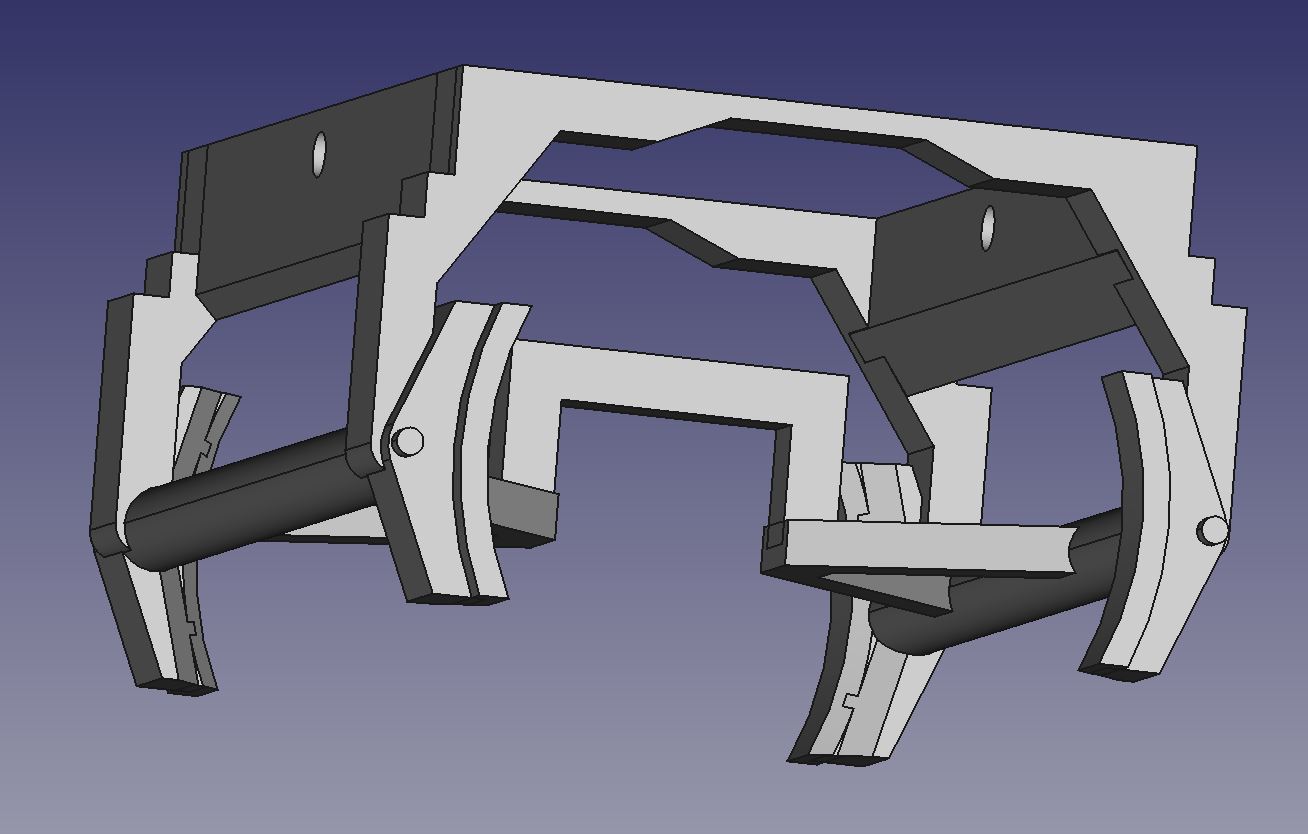
Für die geätzten Achshalter habe ich das Bremsgestänge als Einbauteile konstruiert, auch dies stammt aus er Bauteile-Sammlung.
Die Achshalter habe ich ohne das Bremsgestänge in die Fahrwerkskonstruktion des alten Fahrwerkes kopiert.
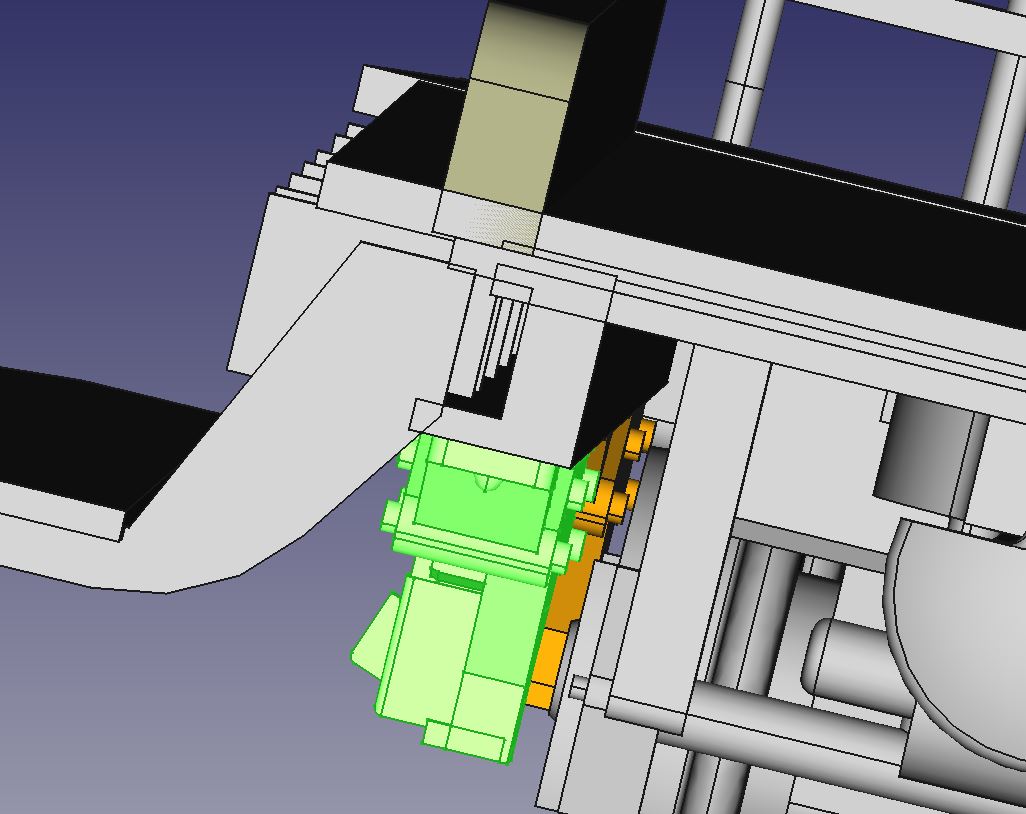
Anschließend das Bremsgestänge (grün) an der Achshaltern positionert.

Leider geht das so einfach nicht, Reste des Bremsgesänges ragen in die Lagersitze (roter Kreis).

Beides leicht eingepasst und zusammen gefügt ergibt ein neues Bauteil, ein Achshalter mit Bremse.

Auch dies wandert für die Verwendung bei kommenden Modellen in der Bauteile-Sammlung.

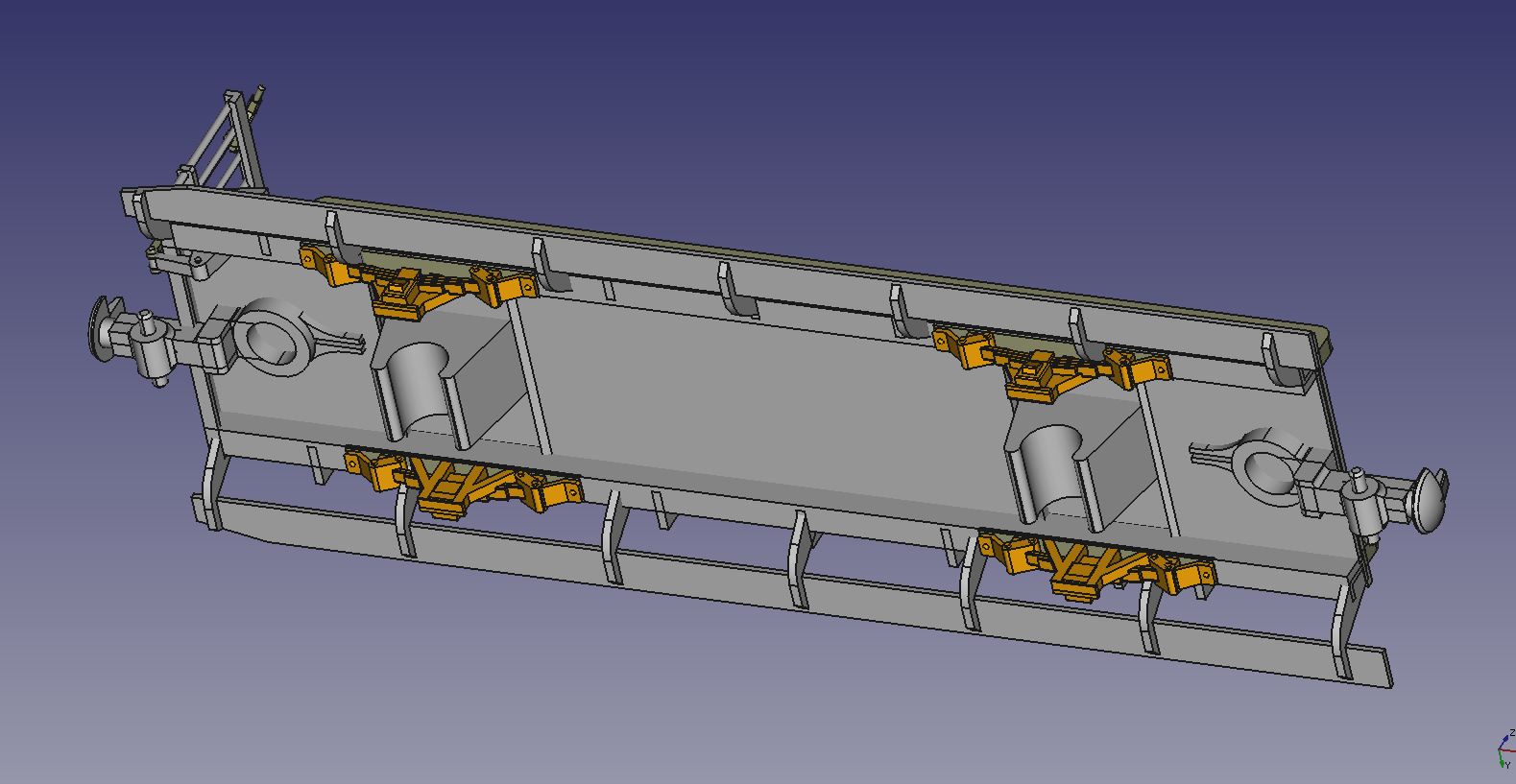
Von der Seite ist von den Lagern und der Halterung unter dem Wagen später so gut wie nichts mehr zu sehen.

Die neuen Achshalter (grün) passen schon deutlich besser.

Von unten kann man nun den Abstand der Achsen zu den Längsträgern erkennen. Für die Spitzenlagerung mußte ich diese an beiden Seiten ca. 1mm weiter nach außen setzen.

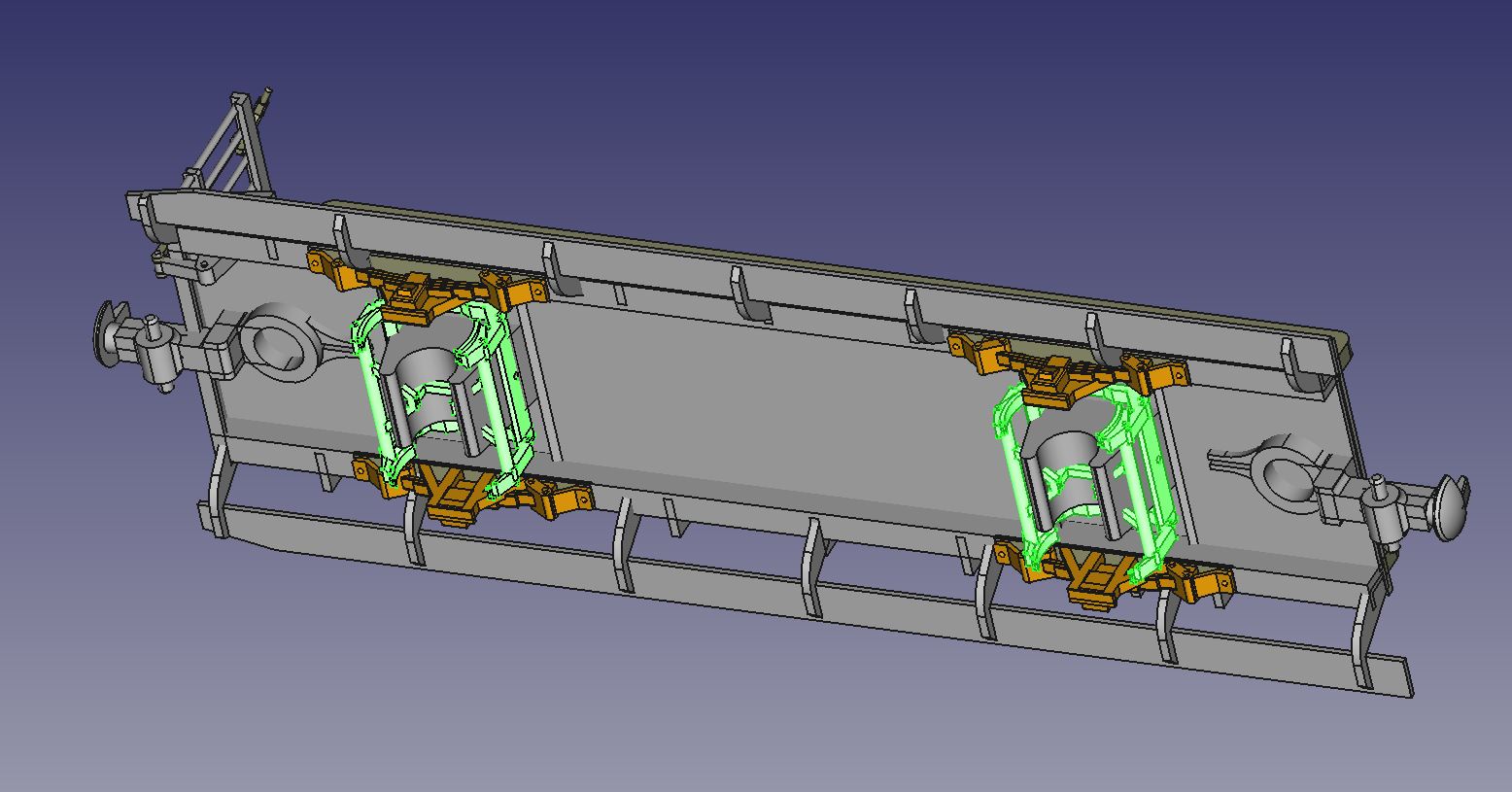
Die Längsträger des Rahmens rücken nun jeweils 1mm weiter an die Achsen heran.

Im zweiten Schritt rücken die Blattfeder jeweils 1mm weiter an die Achsen heran, eine (grün) ist hier noch in der alten Position.
Hier kann man nun den aktuellen Abstand zwischen der Achse und der Blattfeder (grün) von ca. 0,5mm.
Auch die Steben für den Wagenkasten und die Halter für den Längstritt müssen an den 2mm schmaleren Rahmen angepasst werden.

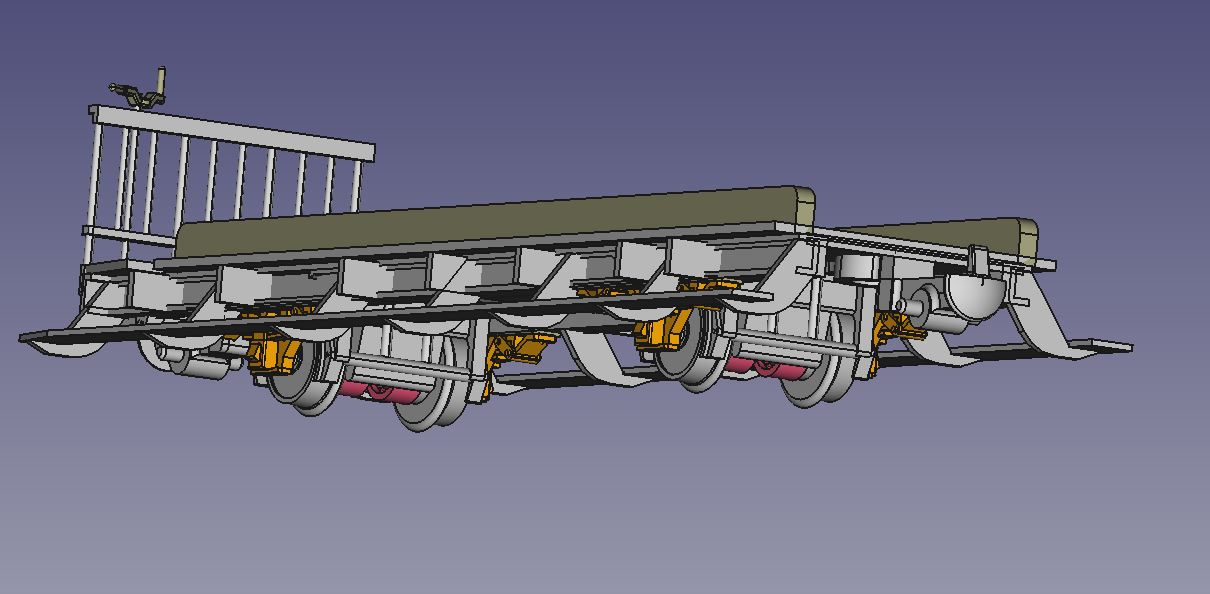
Von unten ist dies nun das neue Fahrwerk für kugelgelagerte Achsen. Damit sind die Anpassungen zum Bau des M-D 89 in der version des Güterwagens abgeschlossen.
Für den Druck des M-D 89 wird ein 3D DLP Drucker benötigt. Die Volumen-Modelle stehen hier als STL-file zum Download bereit:
Für den Bau des M-D 89 habe ich in der Bilderdatenbank nach entsprechenden Bildern des Vorbilds gesucht. Hier hat ihn Dieter Höltge 1969 in Bieringen fotografiert.

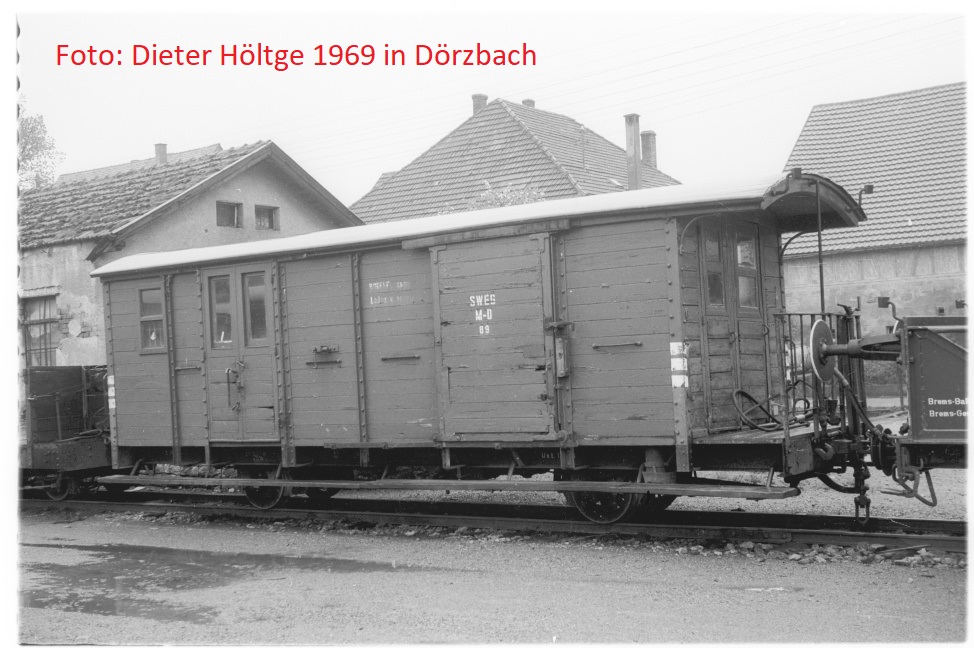
Auch in Dörzbach hat Dieter Höltge 1969 den M-D 89 fotografiert.....

.....und das gleich zweimal.
So sind alle Seiten und ihre Datails aus dem Jahr 1968 dokumentiert, der Bau kann beginnen.
Uwe Stehr hat auch diesen Wagen mit dem kostenlosen Zeichenprogramm FreeCAD gezeichnet. Nach dem Umwandeln in eine stl. Datei kann der 3D Drucker seine Tätigkeit aufnehmen. Als Resin kommt das Standard Photopolymer Resin von ELEGOO mit der Farbe Maroon zum Einsatz. Dies ist keine Kaufempfehlung, sondern es war nur gerade im Angebot. Die Farbe ähnelt schön der späteren Wagenkastenfarbe.

Den Wagenkasten habe ich mit RAL 3009 Oxidrot (Weinert Nr. 2615) ohne Grundierung lackiert. Die Griffe an den Stirntüren sind gedruckt!

Die Griffstangen wurden aus 0,5 mm Messingdraht hergestellt. Eine Biegelehre erleichtert diese Arbeit ungemein.

Heute würde ich 0,4 mm starken Messingdraht nehmen. Uwe hat die Zeichnung schon entsprechend geändert.

Das Fahrgestell habe ich RAL 9005 Schwarz (Weinert Nr. 2646) ebenfalls ohne Grundierung lackiert.

Die Fensterscheiben habe ich aus 0,25 mm starkem durchsichtigem Kunststoff zurechtgeschnitten.

Die U-Profile unten, die flache Stirnwand unten, das Dach und die Griffstangen habe ich mit einem Pinsel in Anthrazit (Revell 36109) gestrichen.

Wenn man das Ziel hat, alle Fahrzeuge der Jagsttalbahn nachzubilden, stellt sich natürlich auch die Frage nach der entsprechenden Beschriftung. Weinert hat hier unter der Nr. 9144 einen sehr guten Bogen im Angebot, der einige Beschriftungen der Jagsttalbahnfahrzeuge enthält.

Wir wollten aber die Beschriftungen aller Fahrzeuge haben. So hat unser Freund Klaus Holler in unzähligen Stunden nach Vorbildfotos einen eigenen Beschriftungsbogen fast aller Fahrzeuge der Jagsttalbahn entworfen. Eine dunkle Schneidunterlage leistet beim Beschriften der Wagen mit den kleinen Decals sehr gute Dienste.

Das Beschriften des Fahrwerkes ist teilweise ein schöne Fummelarbeit.

Die von Klaus Holler gezeichneten und geätzten Achshalter pendeln sogar an einer Achse.

Der gedruckte Wagen bringt nur 21 Gramm auf die Waage.

Ein zweiachsiger Wagen sollte 35 Gramm wiegen. Die Differenz bringt Blei.

Die Bleistücke werden mittels doppelseitigen Klebebandes auf den Wagenboden aufgeklebt. Jetzt stimmt das Gewicht.

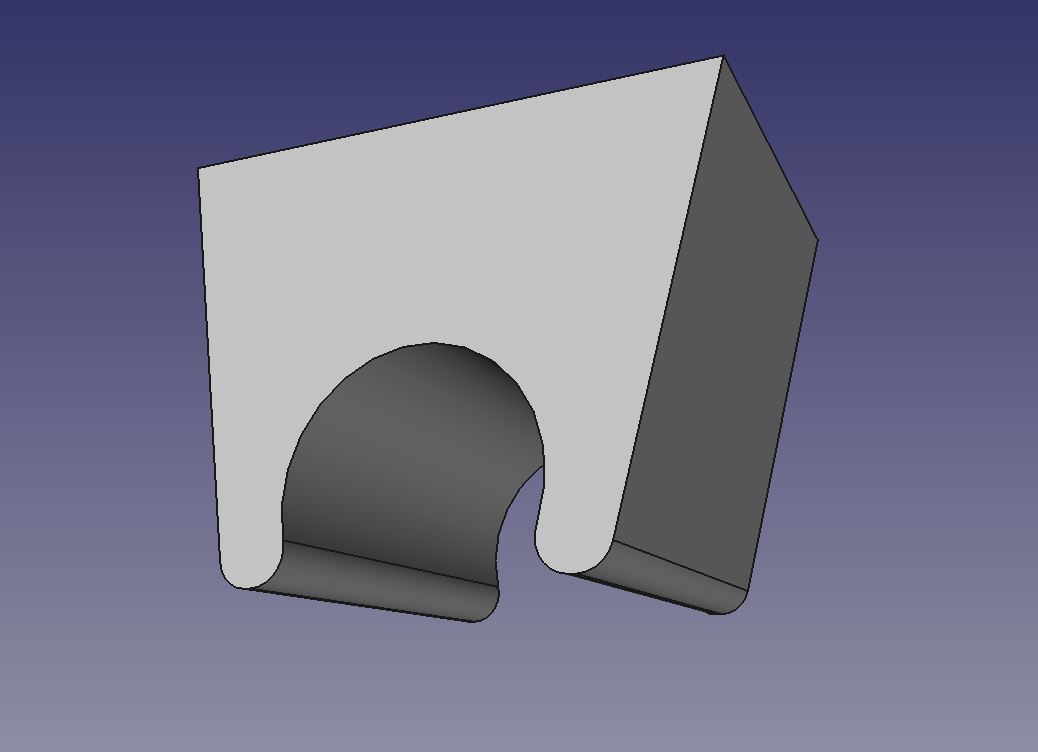
Uwe hat in seiner Konstruktion sogar die Toilette und die Trennwand zwischen Post und Gepäckabteil nachgebildet.

Der fertige Wagen. Der Lackschaden um die eine Griffstange muss noch ausgebessert werden.

Als Kupplungsbügel benutze ich den Bemo Kupplungsbügel neu Nr. 5300 000.

Der PwPost mit einem Zug aus O-Wagen gezogen von der Lok 152.


Die Umsetzung ins Modell erfolgte durch die Firma GI-Modellbau in Messing Ätztechnik. Der Bausatz erfordert etwas Übung beim Bau von Modellen aus Messingblech. Dem Bausatz liegt auch eine sehr schöne Beschriftung für den Wagen M-D89 bei, also der Einsatzzeitraum ab 1928. Es sind aber auch die Seilrollen für die Görlitzer Gewichtsbremse beigefügt.
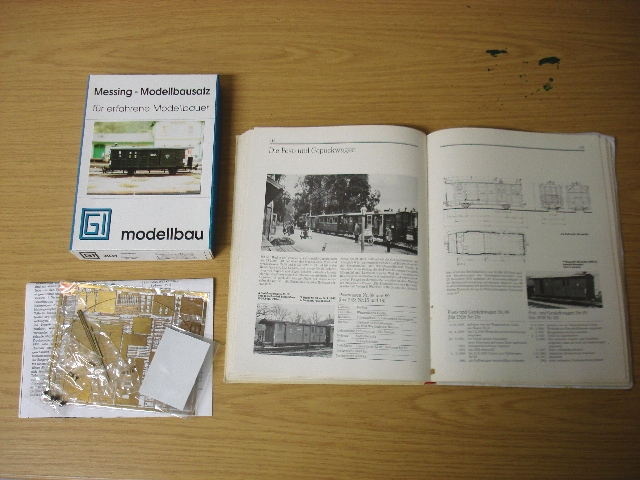
Neben der Bauanleitung aus dem Bausatz ist auch das Buch "Die Fahrzeuge der Jagsttalbahn" eine gute Hilfe bei der Montage des Bausatzes, zeigt es doch die Unterscheide und Bilder des letzten Zustandes des M-D89 bei der Jagsttalbahn.

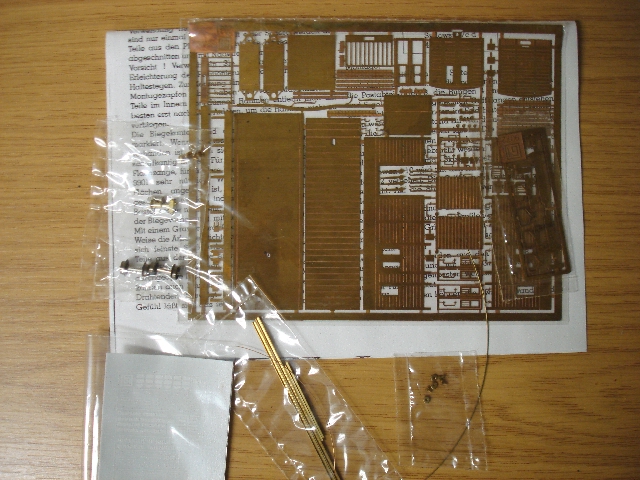
Der Bausatz besteht im wesentlichen aus einem Ätzblech aus Messing. Zwei U-Profilen für den Rahmen, Messing- und Weißmetallgußteile, Messingdraht für die Griffe und Drehteile für die Achslager, sowie 2 H0e Achsen vervollständigen den Bausatz. Natürlich liegen dem Bausatz auch ein Satz Naßschiebebilder zur Beschriftung bei.

Für den Bausatz werden, neben den üblichen Werkzeugen zum Modellbau, ein paar spezielle Werkzeuge zum Biegen und Löten benötigt, die einen erfolgreichen Bau enorm erleichtern. Dies sind, von links nach recht und von oben nach unten:

Das 165mm x 130mm große und 0,2mm dicke Ätzblech aus Messing.

Diese Biegewerkzeuge machen den Bau erheblich einfacher, denn anders als beim einspannen im Schraubstock zwischen zwei Winkelprofile mit glatten Schenkeln, lassen sich die zu biegenden Teile gut ausrichten und gefühlvoll klemmen.

Als erstes werden die Seitenwände mit einer feinen Schere ausgeschnitten und entgratet. Die Seitenwänden werden oben abgewinkelt und erhalten so die nötige Steifigkeit. Eine Seitenwand ist bereits in das Biegewerkzeug eingespannt. Hierbei ist darauf zu achten das die Klemmung am unteren Rand der Ätzung erfolgt.
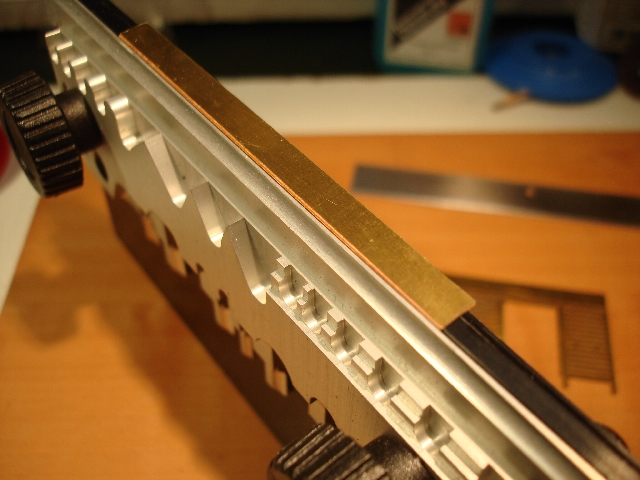
Mit dem Biegewerkzeug kann das Seitenteil sauber um 90° gebogen werden. Dank der Klemmung kann dabei nichts verrutschen.
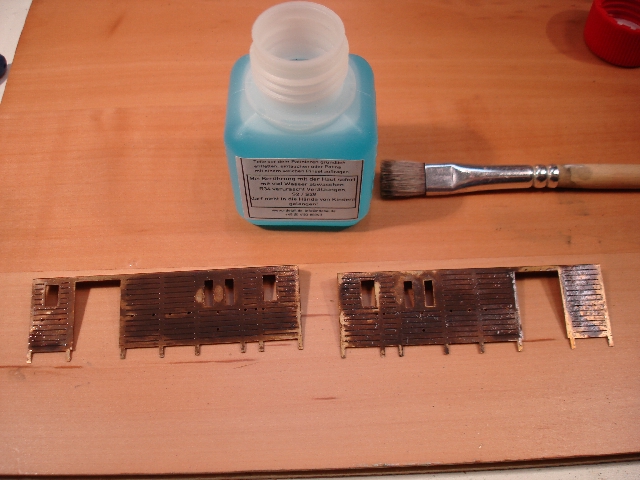
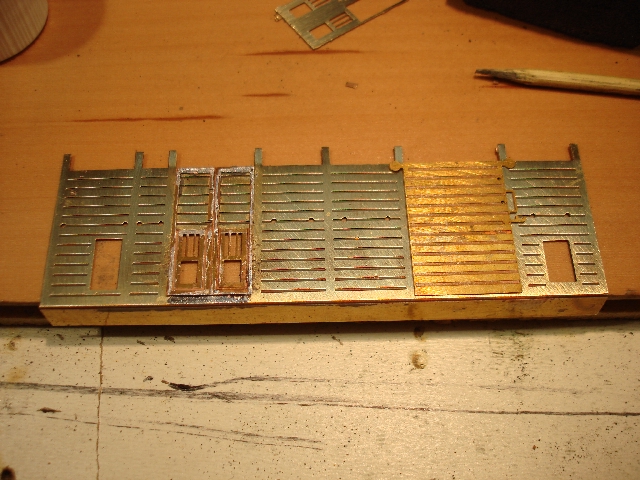
Vor dem Auflöten der Kleinteile wende ich einen kleinen Trick an um zu verhindern das das Lot durch die Oberflächenspannung in die eingeätzten Bretterfugen fließt und diese unrettbar verschließt. Zumindest ist es aufwändig das Lot wieder mechanisch aus den Fugen zu kratzen, diese Erfahrung habe ich schon bei Bau des M-D 111, ebenfalls von GI, gemacht und wollte das nicht wiederholen. Daher brüniere ich die Seitenteile und mache anschließend nur die späteren Lötstellen wieder blank. Das Lot fließt auch bei Verwendung von Lötwasser und Lötpaste nicht in die brünierten Bretterfugen. Zum brünieren verwende ich einen einfachen Pinsel mit der ich die Brünierbeize auf den Seitenteilen aufstreiche und warte bis sich die Oberfläche schmutzig braun färbt.

Nach dem Brünieren werden die Teile mit reichlich Wasser abgespült und getrocknet. Anschließend wollte ich nur die benötigten Lötstellen wieder blank machen, aber das war mir dann doch zu aufwändig, so habe ich beschlossen die Seitenwände komplett mit dem Roco Rubber blank zu machen. Jetzt sind nur die Bretterfugen unlötbar brüniert. Das spätere Lackieren wird durch die Brünierung nicht beeinträchtigt.
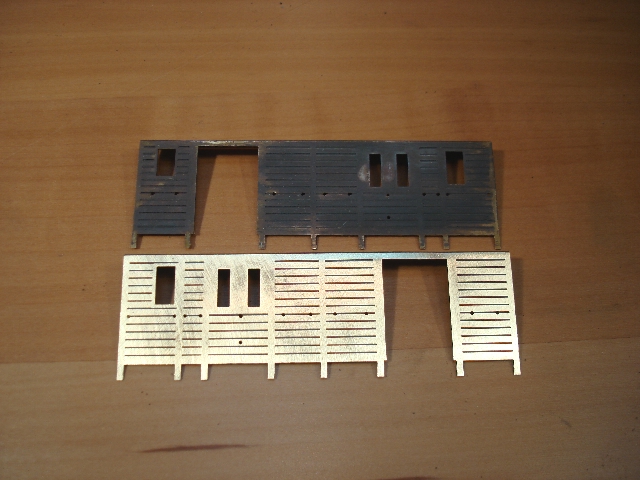
Hier sieht man schön den Unterschied zwischen dem brünierten Seitenteil, oben, und dem zum Weiterbau gereinigten, unten.
Hier sind die Klapptüren des Postabteils bereits aufgelötet, die Schiebetür Wird erst nach dem Auflöten der Wandprofile angebracht.
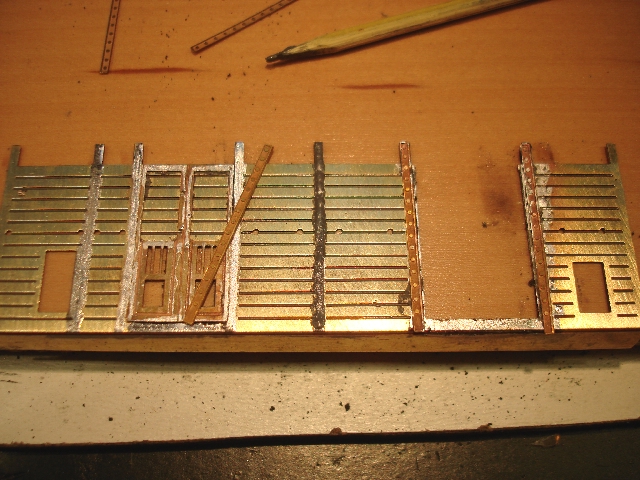
Die Profile sind recht dünne, schmale Streifen die auch gerne mit Lot vollaufen wenn man hier mit zugeführtem Lötdraht arbeitet. Deshalb verwende ich zum verlöten Lotpaste die ich mit Lötwasser weiter verdünnt habe. Hier liegen letztlich zwei flache Teile aufeinander und es muß keine Lücke mit Lot gefüllt werden. Deshalb trage ich nur einen Streifen aus verdünnter Lötpaste mit einem angespitzen Rundholz auf. Das Profil wird dann aufgelegt und mit einem Holzstab zum Löten festgehalten. Zum Löten wird der Kolben ohne Lot auf das Profil aufgesetzt bis die Lötpaste schmilzt. Anschließend wird der Lötkolben weggenommen und das Profil weiterhin mit dem Holzstab gehalten bis das Lot erstarrt ist. Klingt schlimmer als es ist.
Hier sind bereits alle Profile auf der Seitenwand aufgelötet, die Fugen sind dank der Brünierung nach wie vor frei von Lot.

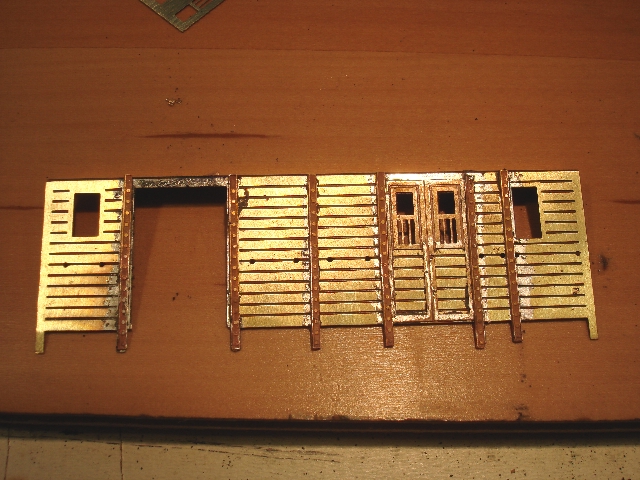
Zum Versäubern der Lötkonstruktion werden einige spezielle Werkzeuge für die Minidrill benötigt. Von links nach rechts:

Die geputzte Seitenwand, Flußmittelreste und überflüssiges Lot sind entfernt, die Löcher wieder aufgebohrt.
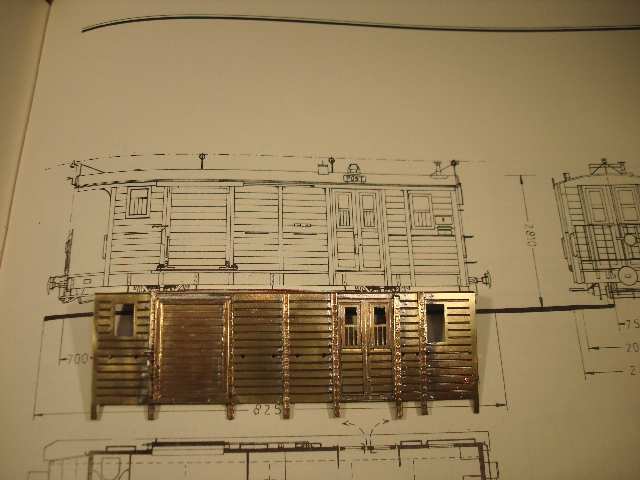
Der erste Vergleich des Modells mit der Zeichnung im Buch. Diese sind schon im Maßstab 1:87 gehalten, das ist für den Modellbauer natürlich ideal.
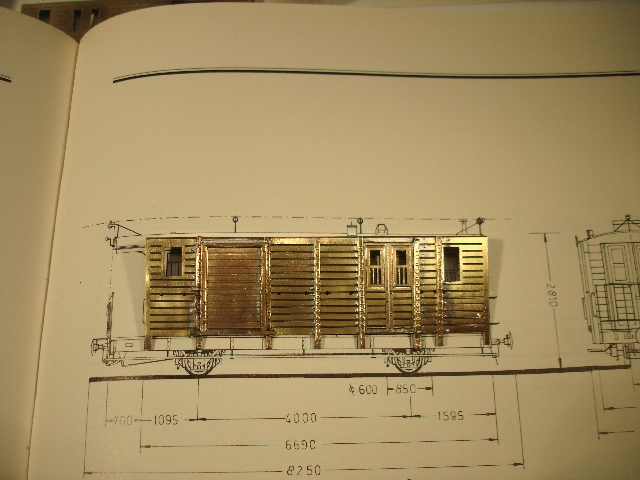
Der Vergleich gibt schon mal einen ersten Eindruck vom späteren Modell.

Hier sieht man die aufgelöteten Fenster, die fehlten in den vorangegangenen Bilder noch.

Die Stirnwände werden ebenfalls vor der Montage brüniert und geputzt.

Die Stirnwandtür wird wie schon die Profile der Seitenwand aufgelötet. Es handelt sich hierbei um eine Doppeltür. Die linke führt zur Toilette, die rechte Tür in das Gepäckabteil.

Die Tür wird wie die Profile mit einem Holzstab gehalten und mit dem Kolben verlötet. Hierbei wird nur wenig Lot freigesetzt das hinterher verputzt werden muß. Allerdings sind vergleichsweise viel Flußmittelrückstände zu entfernen.

Für die Montage des Wagenkastens habe ich mir aus zwei Leiterplatten Abschnitten und einem Aluminium Winkelprofile eine 90° Haltevorrichtung gebaut. Diese muß allerdings sehr exakt 90° aufweisen, da ansonsten der Wagenkasten völlig schief zusammengelötet wird.

Aus den fertig montierten Seiten- und Stirnwänden wird nun der Wagenkasten zusammengebaut. In den Ecken wird noch ein aus Ätzblech gefalteten Winkelprofil aufgelötet. In der 90° Vorrichtung werden die drei Einzelteile mit Lötpaste bestrichen und mit Halteklammern zum Löten gehalten. Trotz der Vorrichtung sollte der 90° Winkel vor dem Löten überprüft werden.

Das Verlöten mit dem Lötkolben geht dann sehr schnell.

Sind die vier Wände miteinander verlötet ist der Wagenkasten schon fast fertig. Es fehlen noch die Griffe und weitere Kleinteile, aber die solten gemäß der Anleitung erst zum Schluß montiert werden um nicht bei den noch folgenden Montageschritte beschädigt zu werden.

Die inneren Wände zwischen Post- und Gepäckabteil und die Wände der Toilette fehlen noch, wie ein Blich durch das Fenster in der Tür verrät.
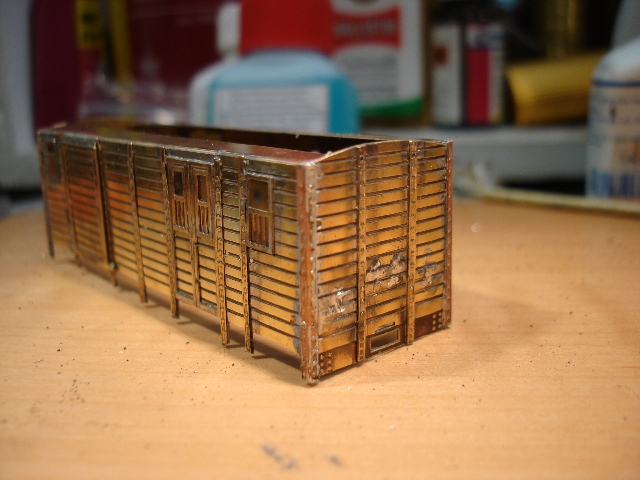
Auf der Rückseite fehlen noch die Tritte und Handgriffe, aber ansonsten macht das Modell schon einen recht gelungenen Eindruck.

Den Wagenkasten wollte ich nun auch mal schnell auf's Gleis stellen. Hierfür mußte kurzerhand das Fahrwerk eines Liliput H0e Wagens herhalten. Das passt zwar weder von der Länge, noch vom Achsstand, aber für einen ersten Eindruck reicht es vorerst.

Najaa, das Fahrwerk passt überhaupt nicht, aber der Wagenkasten gefällt mir schon sehr gut. demnächst geht es hier mit dem Bau des Fahrwerkes weiter...

Die Achshalter sind mal sehr einfach und gingen so schnell das ich vergaß ein paar Bilder zu machen. Ist aber auch schnell erzählt. Achslager in die ungebogenen Bleche stecken und verlöten. Die Achslagerbleche werden dann an der Knickkante um 90° abgewinkelt. Das ist wirklich schnell gemacht.

Das Fahrwerk ist ebenfalls so schnell und unproblematisch aufgebaut. Auf die Grundplatte werden auf der Unterseite im Abstand der Achslagerbreite mittig zwei U-Profile als Rahmen aufgelötet. Wie schon bei den Wandprofilen erfolgt dies mit Lötpaste und Lötkolben, anschließend werden die Lötstellen versäubert.

Das Einpassen des Fahrwerkes erfordert etwas Fingerspitzengefühl und Feinarbeit mit der Feile. So ganz gerade sind die Seitenwände nicht und leichte Winkelfehler müssen nun auch behutsam und ohne Gewalt gerichtet werden. Ganz schlimmen "Ecken" wird in der Grundplatte einfach mit der Feile ein wenig Luft verschafft. Ist dies getan passt es schon ganz gut, auch ohne Schraube.

Die Achshalter sind noch nicht fest, die Achsen sind irgendwie zu kurz, vermutlich war die Konstruktion mal für eine größere Spitzenweite ausgelegt. Hier stoppt der Bau nun erstmal bis ich neue, längere Achsen angefertigt habe. Aber schick ist er schon, so ganz in Messing.....

Die neuen Achsen sind mit 14,6mm fast einen Millimeter länger. Diese fertige ich aus hartem, gezogenem Federstahl, weil dieser sehr stabil und abriebfest ist. Leider ist er so auch schwer zu bearbeiten. Meine Proxon PD360 Drehmaschine ist damit leider schon überfordert, so das ich hier zu einem alten Trick aus der Zeit vor der Anschaffung einer Drehmaschine zurück greife. Die Welle wird mit etwas Übermaß abgeschnitten und in die Mnidrill Nr.1 eingespannt. In Minidrill Nr. 2 kommt eine Schleif- oder Trennscheibe aus Korund. Beide Maschinen laufen nun und die Trennscheibe wird im Winkel von 30° an die rotierende Welle gehalten. Auf diese Art entsteht ein Kegel mit rund 60°. Das ganze wird frei Hand geschliffen, aber der Winkel des Kegel muß nur kleiner als die 90° Zentrierbohrung des Achslagers sein.

Weil die Achse bei der Bearbeitung rotiert wird der Kegel zentrisch zur Wellenmitte, zumindest wenn das Bohrfutter zentrisch spannt. Sollte das mal nicht der Fall sein, sind Spannzangen die bessere Alternative. Hier hatte ich gerade keine greifbar, diese sollte bei solchen "Aktionen" unbedingt eingesetzt werden. Nach dem Schleifen der Achsen werden die Kegel noch mit einem blauen Poliergummi nachpoliert. Das verbessert die Oberfläche erheblich und trägt kaum Material ab. Leider habe ich dabei vergessen ein Bild zu machen.

Natürlich habe ich auch kein Bild vom Umziehen der Räder gemacht, toll, aber das hole ich bei Gelegenheit nach, ich muß die Räder ohnehin noch auf RP25 abdrehen und dafür muß ich sie erneut abziehen. Eingesetzt laufen sie jetzt sehr viel besser als die kurzen Achsen und vollkommen rund. Die Achshalter werden nun auf dem Bodenblech des Fahrwerkes angelötet, die erste Achse ist hier schon fest, der zweite Achshalter folgt als nächstes.

Zeit den Wagen zum ersten mal auf seine neuen Achsen zu stellen. Hier steht er nun vor dem EG in Westernhausen und sieht, bis auf die Spurkränze, schon richtig gut aus. Nagut, das Dach fehlt noch.

Der Blick vom Gleis zeigt es deutlich, der Wagen steht schief im Gleis. Ursache sind die Achshalter deren Mitten nicht auf einer Ebene liegen. Beim Einlöten war mir schon aufgefallen das die Bohrungen etwas zu groß für die gedrehten Lager waren, und habe sie dann alle nach außen auf Anschlag geschoben und festgelötet. Tja, das war wohl nicht die beste Lösung. Nun werde ich die Lager mit dem Lötkolben in die andere Richtung verschieben. Das ist bei einer Weichlötung zum Glück keine so große Sache.

Auch die andere Seite zeigt das gleiche Problem, ich werde also beide Achshalter nacharbeiten müssen.

Was man bei dem Bild nicht sehen kann ist das er taumelfrei läuft, von daher wird es hier nun bald mit dem Nacharbeiten der Achslager weitergehen.
Die Montage des Bausatzes ist lange her, die Schiefstellung durch war durch das Nachlöten nicht zu korrigieren, der Fehler dürte in einem Versatz im Ätzteil zu suchen sein. In der Zwischenzeit ist der Wagen im 3D Druck entstanden und der Bausatz fristet im obigen Zustand seiner Fertigstellung entgegen. Aber das kann noch dauern.
