
Aktualisiert: 26. Dezember 2021
Der offene Güterwagen M-D 166 von Alexander, Roland und Uwe
Das Vorbild wurde 1900 als offener Güterwagen von der Waggonfabrik Görlitz geliefert und als Nr. 36 geführt. 1928 wurde der Wagen in Nr 166 um genummert und 1930 mit Druckluftbremse versehen und die Görlitzer Gewichtsbremse entfernt. Um 1955 wurde die Handbremse entfernt. 1966 wurde die Seitenwände in der Höhe auf 250mm reduziert. Im Jahre 1979 wurde der Wagen ausgemustert und verschrottet. Das Model von Alexander Lösch stellt den Zustand um 1969 dar.
Die Umsetzung ins Modell erfolgte durch Alexander Lösch in dem er einen OOw von Lilliput umgebaute. An diesem Wagen wurden die Seitenwände in der Höhe reduziert, die Handbremse und das Geländer demontiert und ein neues Sprengwerk angefertigt. Die Beschriftung entstammt einem Beschriftungssatz für Schmalspurmodelle von Weinert. Der offene Güterwagen wurde anschließend bei Frankenmodell professionell gealtert.

Auch im Selbstbau sind die einfachen Wagen herstellbar. Die Zeichnung dafür existiert bereits, die Umsetzung ist bereits in Arbeit, darüber wird noch zu berichten sein.

Uwe Stehr hat im Jahr 2008 bereits ein Ätzblech für die offenen vierachsigen Güterwagen 166 bis 168 gezeichnet.
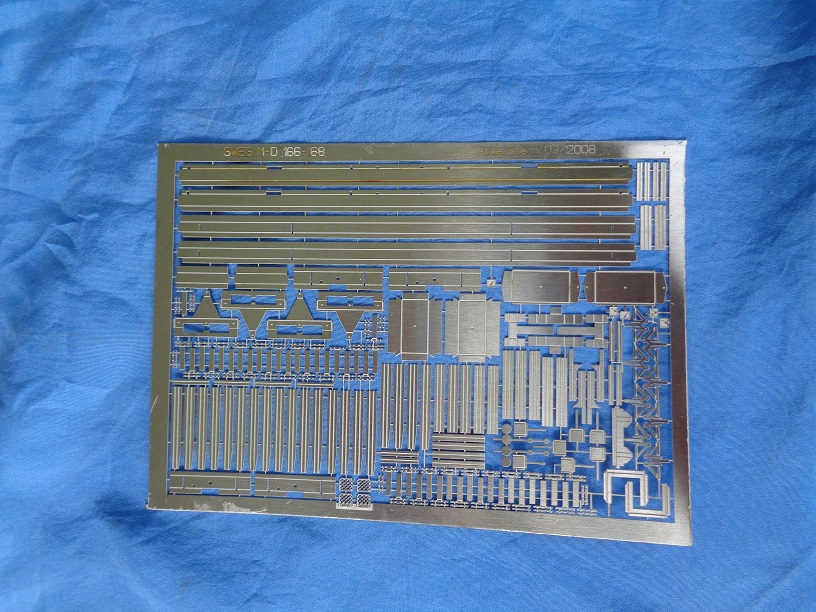
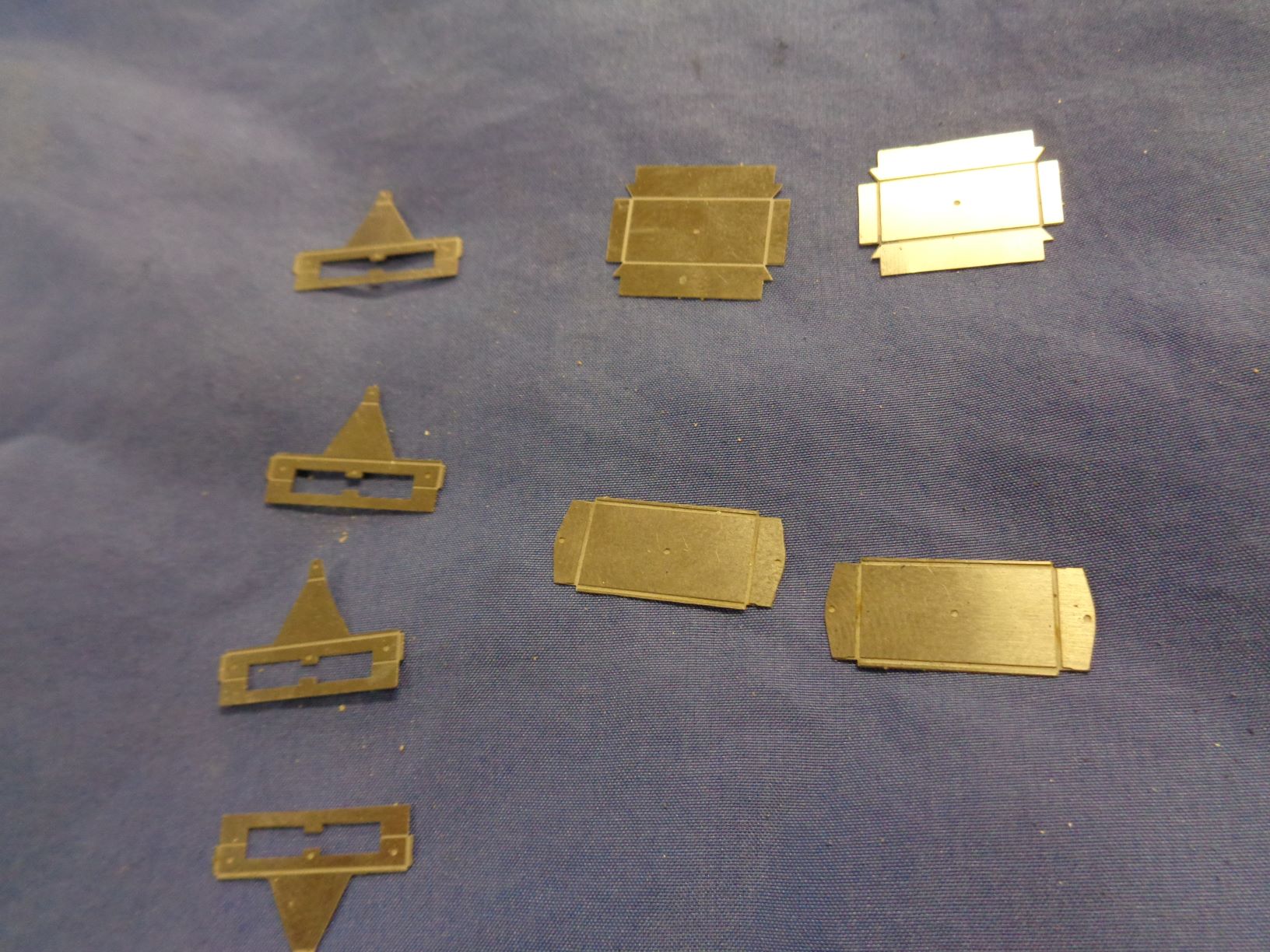
Klaus Holler hat die Zeichnung noch etwas verbessert und mir drei Bleche aus 0,2 mm Neusilber geätzt.

Geeignete Werkzeuge erleichtern das Umbiegen der Bleche ungemein.
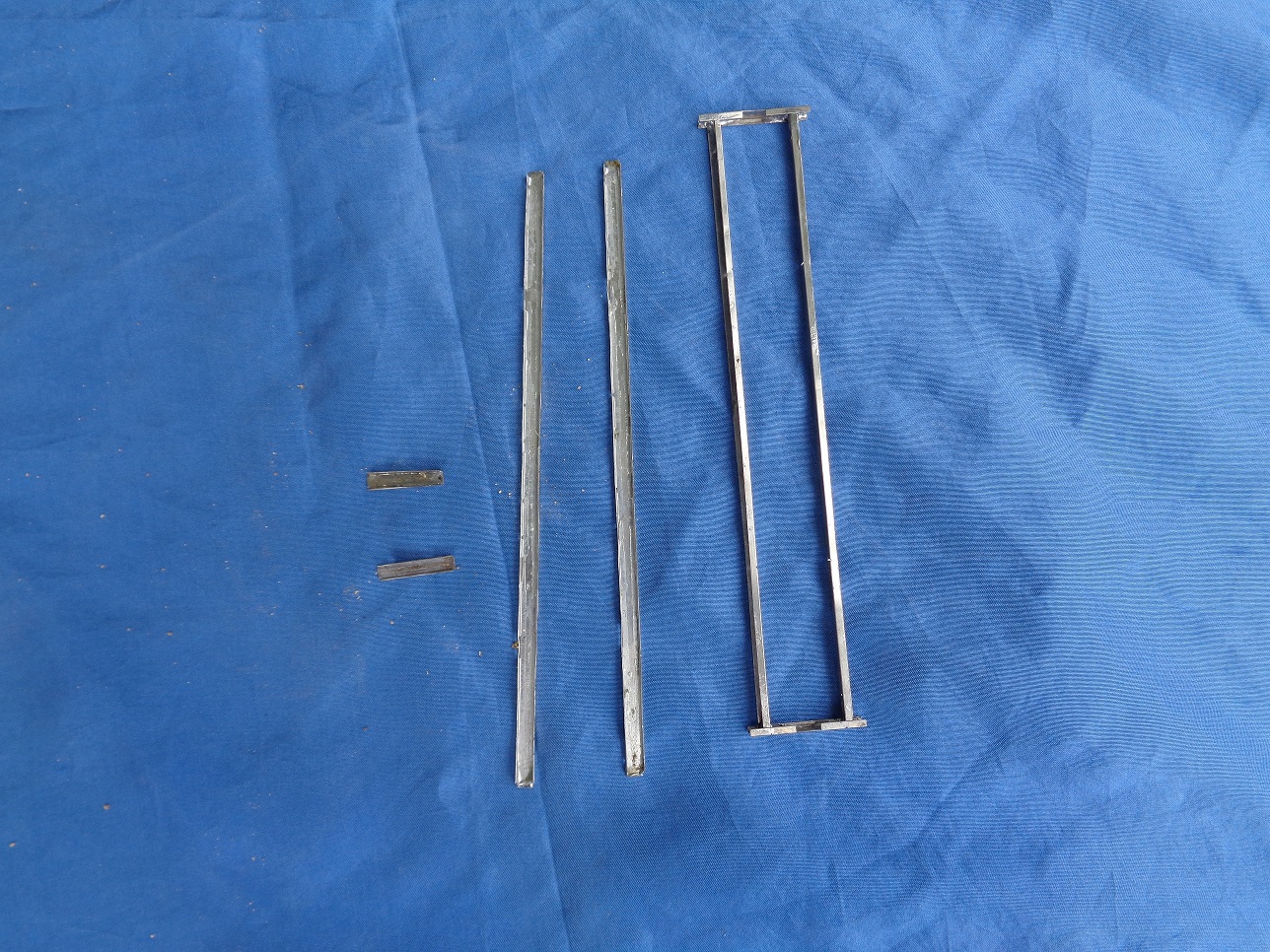
Wir beginnen mit den beiden Außenlängsträgern, den beiden Innenlängsträgern, den beiden Innenquerträgern und den beiden 23,8 mm langen Stirnträgern. Nicht die beiden 22 mm langen Stirnträger verwenden. Die acht Teile werden vorsichtig aus dem Ätzblech herausgelöst und die Grate sauber entfernt. Das geht mit einer Mini Bohrmaschine und einer blauen Schleifscheibe sehr gut. Die acht Bleche werden mit Hilfe der Biegewerkzeuge entsprechend gekantet und in Längsrichtung an der Kante innen verlötet.

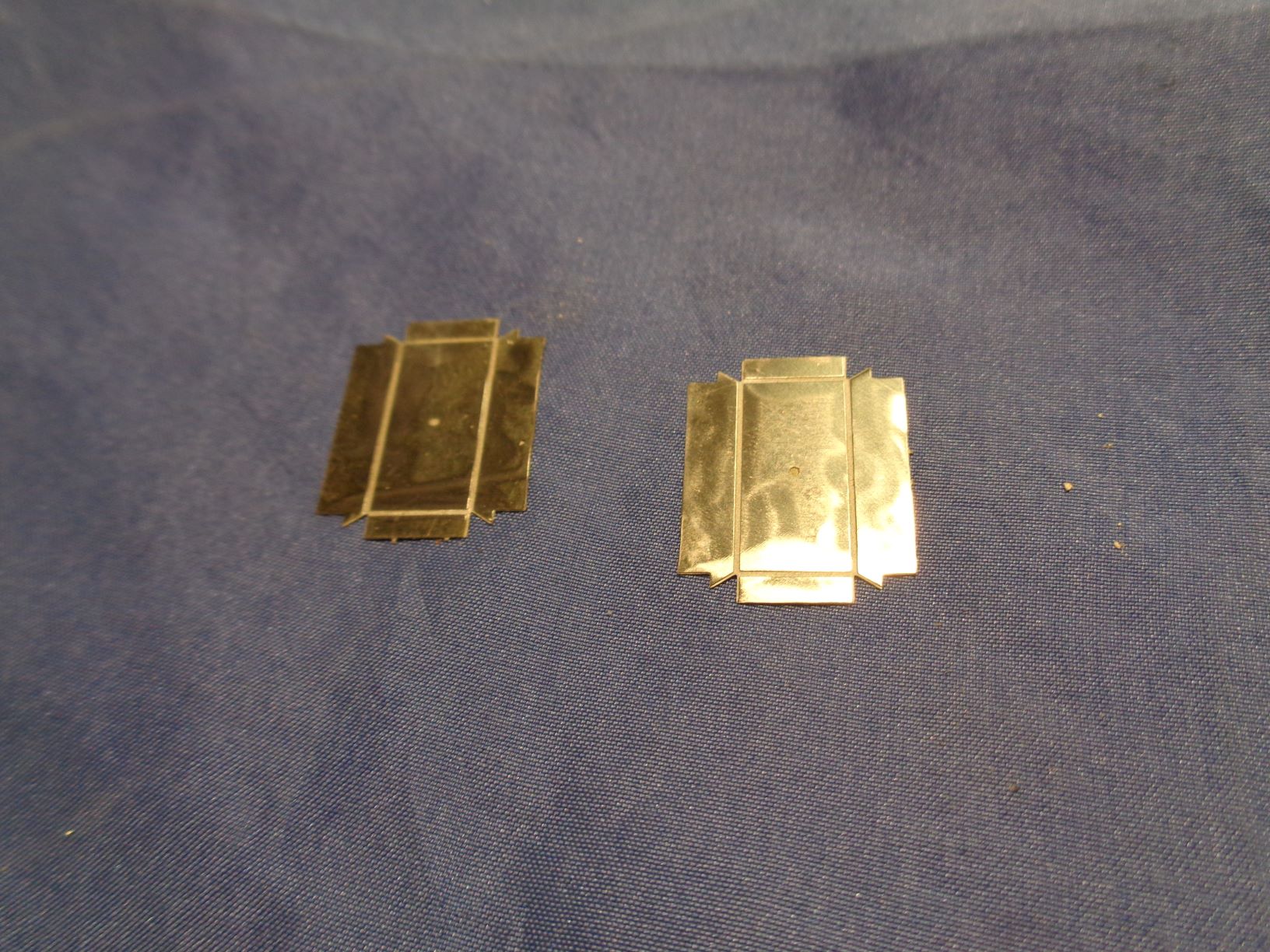
Die beiden Innenlängsträger werden mit dem U nach außen (rote Pfeile) rechtwinklig in die Stirnträger eingelötet. Die Rastnasen erleichtern diese Tätigkeit ungemein. Wichtig ist, dass die Innenlängs- und Stirnträger nach unten plan liegen. Oben liegen die Innenlängsträger 0,5 mm tiefer. Hier kommt später das Ballastblech zu liegen. Außerdem sollte die 2,1 mm breite Wangen nach oben und die 1,5 mm schmale Wange nach unten kommen.

Bei den Pufferbohlen kommt die Wange mit der Öffnung nach unten (im roten Kreis). Nachdem die Rechtwinkligkeit und das plane Aufliegen geprüft sind, werden die beiden Außenträger mit den Öffnungen nach unten eingelötet. Danach werden die beiden Innenquerträger mit dem U nach außen eingelötet. Die Reihenfolge ist sicher variabel.

Ein 0,5 mm Messingblech gibt der Konstruktion nicht nur ein schönes Gewicht, sondern nochmal sehr viel Festigkeit.

Das 0,5 mm Messingblech wird an den Ecken mit ein wenig Lötzinn geheftet.

Den Holzboden hat Klaus Holler gezeichnet und bei kotol professionell anfertigen lassen.
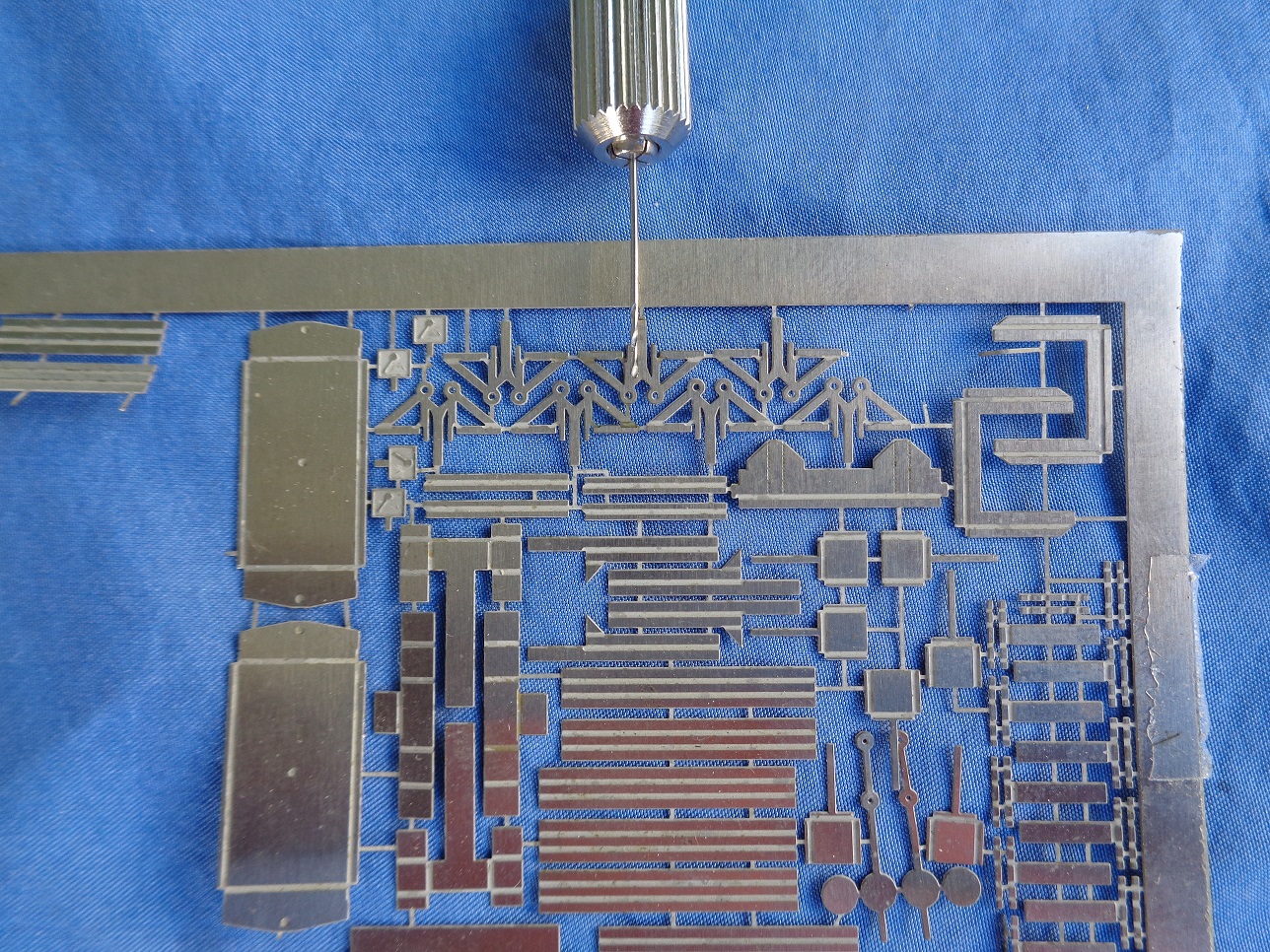
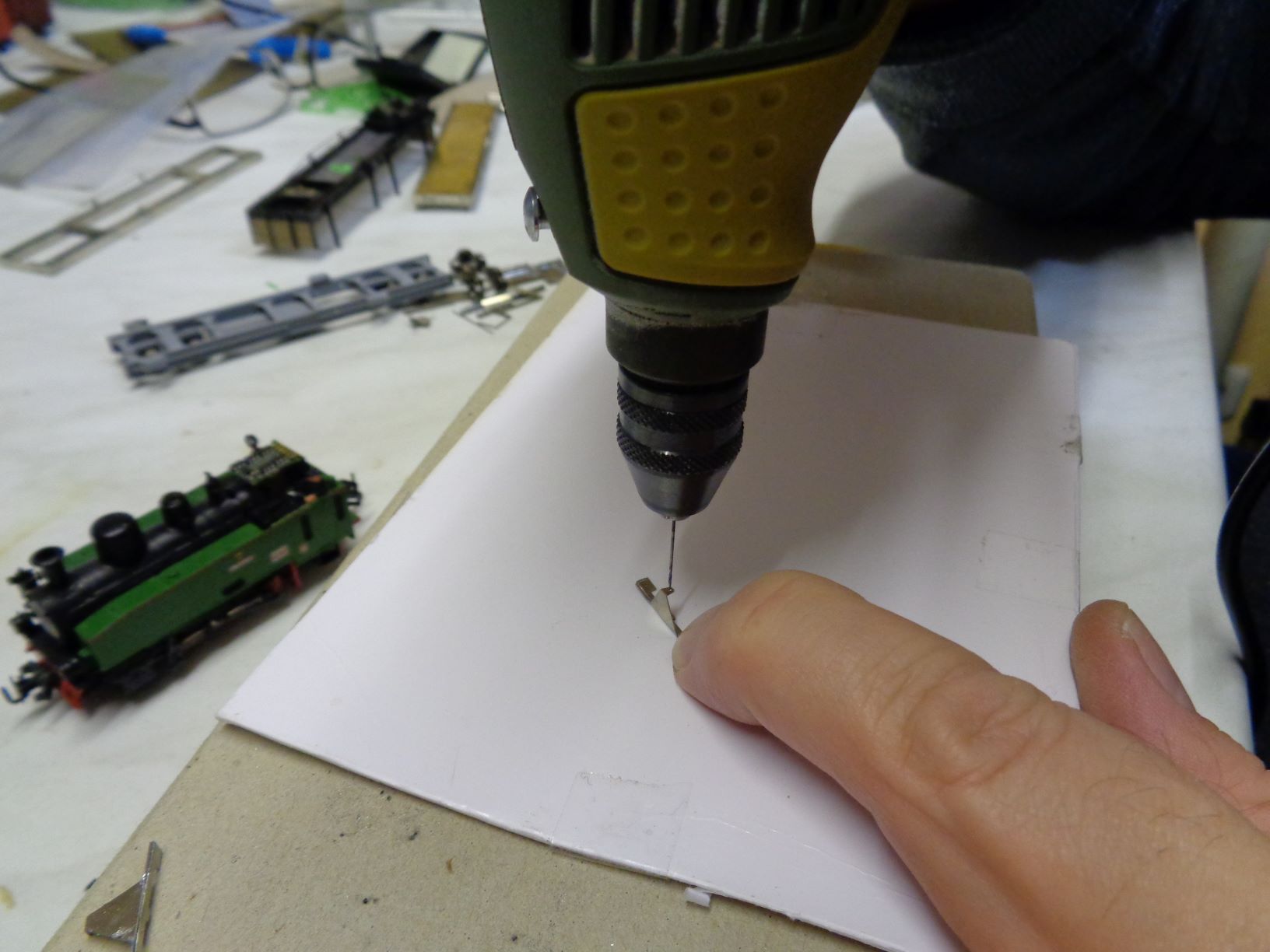
Als nächstes werden die Untergurte angebracht. Die Löcher der vier benötigten Träger, zum Glück ist mit acht Bauteilen ausreichend Reserve vorhanden, werden noch in den Blechhalterungen mit einem 0,5 mm Bohrer nachgebohrt.

Die vier Untergurtträger werden vorsichtig ausgelöst und jeweils zwei Stück auf einen 0,5 mm Messingdraht aufgezogen.

Untergurte und die Stützen werden für die Aussparungen im Wagen zurechtgebogen und eingesteckt.

Die „Füße“ werden an der Ätzkante umgebogen. Während die kleinen Laschen in den äußeren Öffnungen der Längsträger eingeführt werden, kommt die lange Lasche vorn auf den Längsträger.

Die Nietbänder stammen von Bavaria (Nr. 14.25).

Von den kleinen Nietbändern werden acht Streifen a 10 Nieten abgetrennt. Die Stellen auf dem Längsträger außen über den Untergurtträgern werden mit einer blauen Silikon Polierscheibe blank geschliffen und etwas Weichlötpaste aufgetragen. In die Lötpaste werden die beiden Nietbänder eingelegt und mit einem Schaschlik Spieß fixiert, während mit einer feinen Lötspitze die notwendige Wärme zugeführt wird. Wer jetzt denkt, dass das eine schöne Fummelei ist, der hat vollkommen Recht.
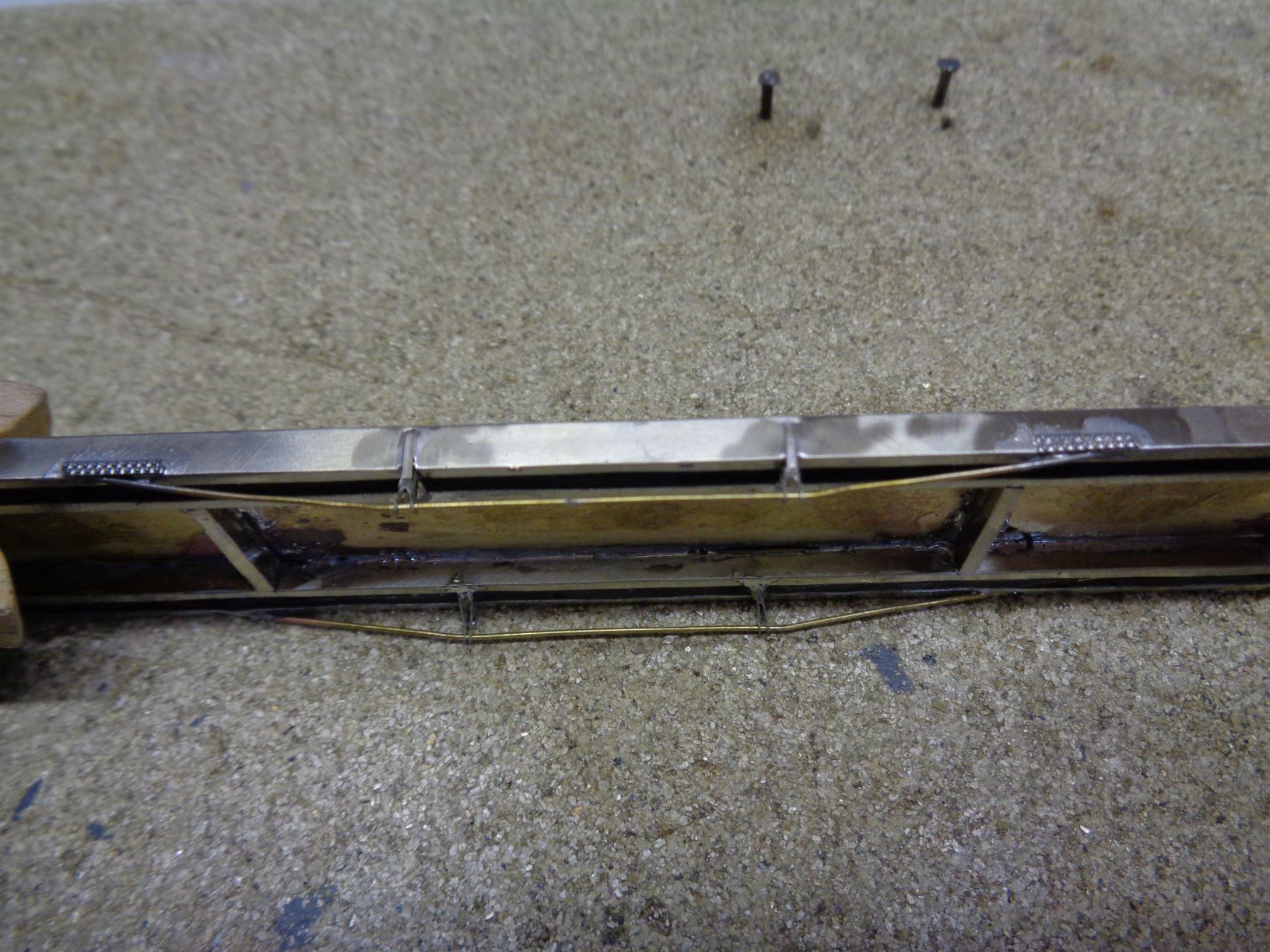
Nach dem Abkühlen wird die Stelle vorsichtig mit einem Feinbohrschleifer und Messingbürste gesäubert. Das Ergebnis kann sich sehen lassen.

Uwe hat sehr gute Drehgestelle mit Dreipunktlagerung entworfen, für die es jetzt sogar die entsprechenden Drehgestellblenden (113 kB stl-file) zum Herunterladen und Selbstdrucken gibt.
Jedes Drehgestell besteht dabei aus vier Einzelteilen.
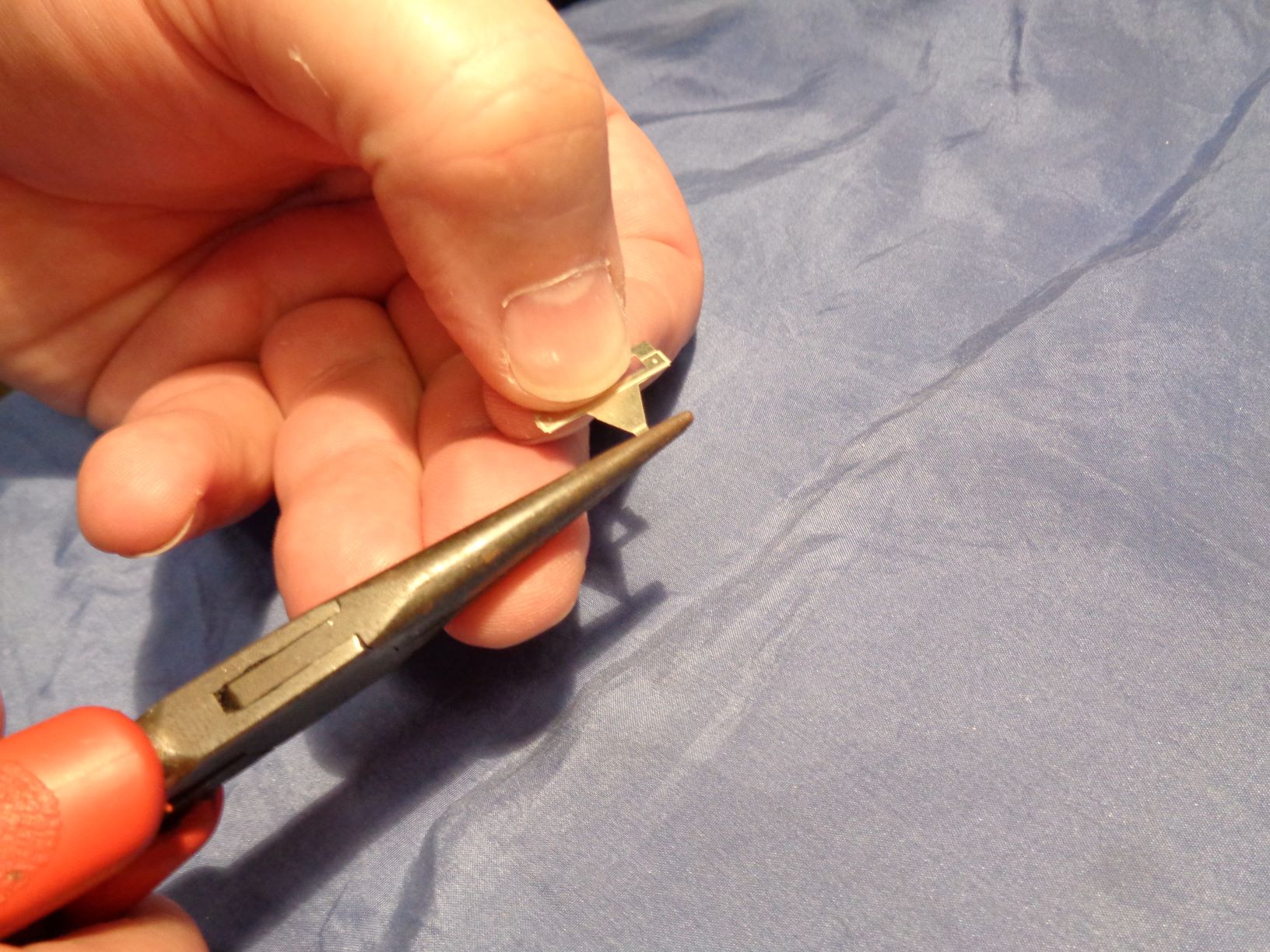
Die Drehgestelle werden wie folgt gefaltet: Die Mittelstütze der Achslagerhälfte um 90° nach unten knicken. Eine Spitzzange ist dabei hilfreich, ein Biege-Tool ist aber auch möglich.

Der 90° Winkel kann hier leicht per Augenmaß kontrolliert werden.

Als nächstes werden die Außenwangen gefasst und um 180° auf die angrenzende Außenwange gebogen.....

....erst um 90°....

....dann um die restlichen 180°. Die beiden Seitenwangen müssen gut, und möglichst ohne Spalt, aufeinander liegen.

Beide Wangen werden nun gefasst und wie die Stütze an der anderen Seite um 90° umgebogen.

Hier sollte der 90° Winkel möglichst genau eingestellt (gebogen) werden, er hat Einfluß auf die Spitzenweite des späteren Drehgestells.
Die Drehgestell Lager werden ebenfalls gefaltet und verlötet. Je Drehgestell wird ein solches Lager am Rahmen des Wagens benötigt.

Das angeätzte Loch (rote Kreise) in der Mitte der Bleche dient der Montage der Drehgestelle und als Drehpunkt. Es sollte erst nach dem Verlöten aufgebohrt werden.

Die Wände der Lager werden einfach um 90° gebogen, so das eine Art "Napf" entsteht. Innen werden die Knickkanten verlötet. Hierbei ist Weichlötpaste eine sehr gute Hilfe.

Als Fixierung zum Löten eignet sich eine Holzwäscheklammer. Sie leitet keine Wärme von der Lötstelle ab um man kann sie bei Bedarf auch in der Hand halten. Eingespannt in einen kleinen Schraubstock ist es natürlich bequemer.

Auch die Kupplungsaufnahmen werden gefaltet und verlötet. Sie sind für die Standard Roco oder Liliput Bügelkupplungen nötig.
Die angeätzten Löcher in den Achsträgern der Drehgestelle werden mit einem 0,6 mm Bohrer durchbohrt. In diesen Löchern laufen später die Spitzen der Achsen.
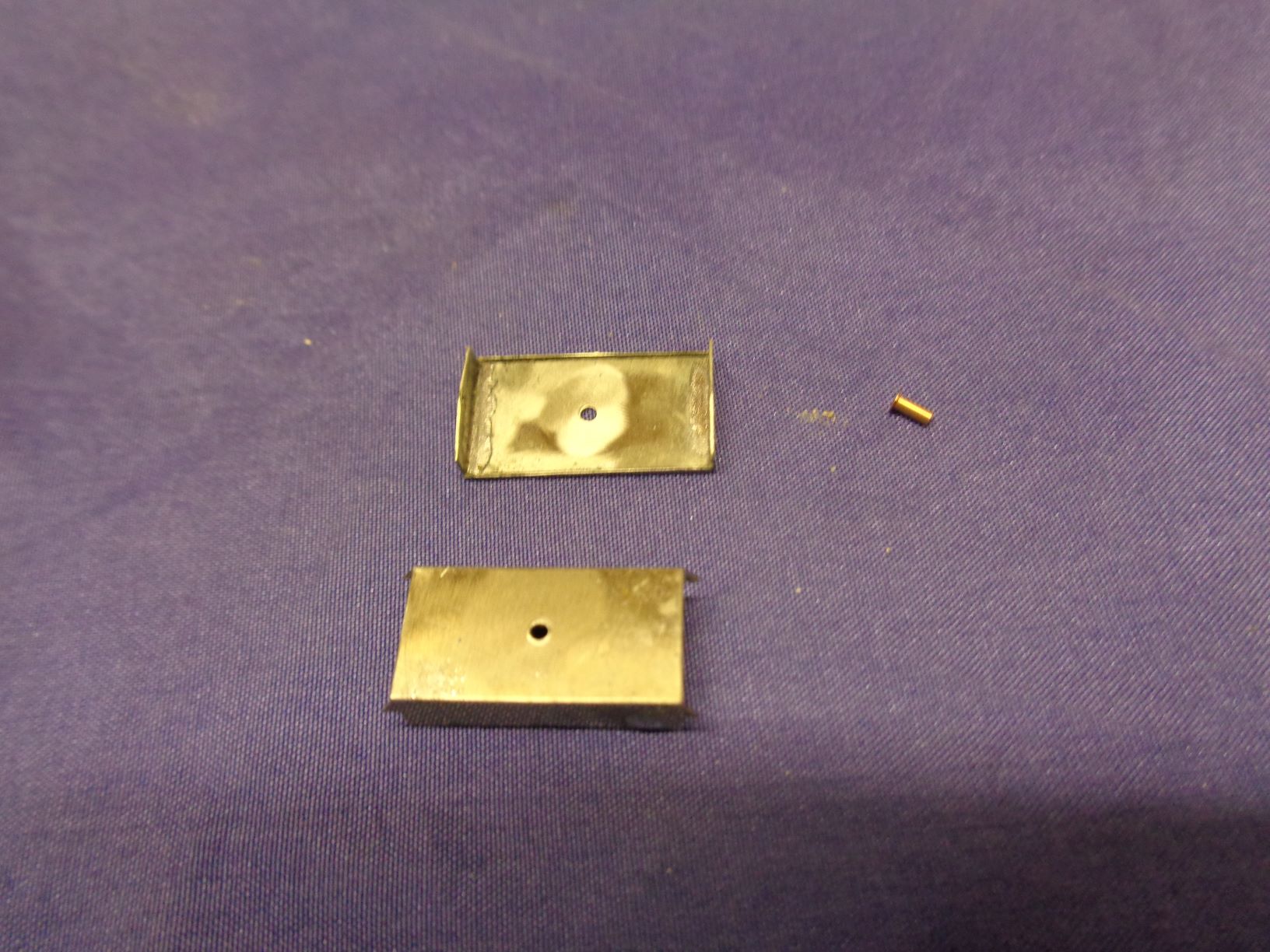
Die Drehgestell Träger vom Wagen werden mit den Lagerblechen des Drehgestelles mittels einer Niete verbunden. Hier wäre auch eine kleine M1 Schraube denkbar, für die auf die Rückseite des Bleches einen M1 Mutter aufgelötet werden müßte.

Die Teile in der Reihe unten ergeben das Drehgestell oben. Die Achsen mit einem Raddurchmesser von 6,2 mm und einer Spitzenweite von 13,85 mm stammen von Luck Feinmechanik.

Die beiden Drehgestelle werden in das Fahrgestell eingelegt. Dabei muss der vorbildliche Drehzapfenabstand von 7.500 mm, also 86,2 mm im Modell.

Uwe hat die Drehgestellblenden (113 kB, stl-file) gezeichnet, die heruntergeladen werden können.
Die Drehgestell Blenden werden außen mit Sekundenkleber außen angebracht. Hierbei ist darauf zu achten das die Oberkanten des Ätzteils und der Drehgestell Blenden fluchten. Die Drehgestell Blenden dürfen hier nicht überstehen.

Eine Alternative sind die gekauften Güterwagen Drehgestelle von Technomodell, von denen eines auf dem M-D 166 liegt.

Die Technomodell Drehgestelle sind mit Radsätzen von der Firma Luck ausgestattet. mit 15 mm Spitzenweite und 6,2 mm Raddurchmesser und natürlich RP 25 Profil eingesetzt werden.

Diese Radsätze mit 15 mm Spitzenweite und 6,2 mm Raddurchmesser, und natürlich RP 25 Profil, passen perfekt.

Von der Seite ist der Unterschied zu den gedruckten Drehgestellen kaum auszumachen, der Vorteil des Selbstbaues liegt hier in der Dreipunktlagerung der Achsen.

Die Lagerung der Drehgestelle ist natürlich anders als die der Ätzkonstruktion. Wenn man diese Drehgestelle verwenden will muß man sich noch etwas einfallen lassen.
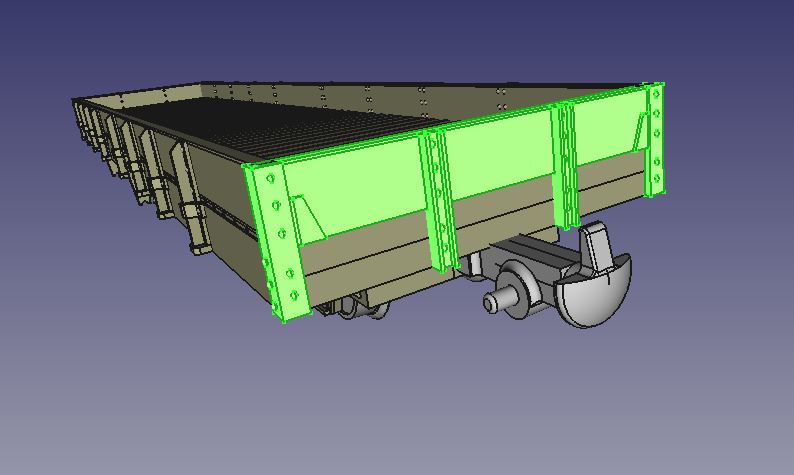
Ich hatte bereits ein Ätzblech für die offenen vierachsigen Güterwagen 166 bis 168 gezeichnet. Allerdings nur als Flachwagen, oder in der Version mit einzelnen Rungen. Der Aufwand für das Ätzen dieser Bleche und die anschließende Montage waren nicht gerade gering. Auch durch die im Laufe der Zeit erfolgten Umbauten konnte es nicht bei dieser einen, flachen Version bleiben. Durch die 3D-Konstruktion der M-D 111 bis 114 war die Basis für Das Fahrgestell mit Drehgestellen bereits vorhanden, vom Wasserwagen M-D 168 das Holzdeck. Für den M-D 166 waren diese Zeichnungen also nur anzupassen und wenige Teile neu zu zeichnen. Wie die 250mm hohe Stirnwand (grün)....

....das Umsetzten der Tritte (grün)....

....und schon war der M-D 166 als Flachwagen fertig.

Die seitlichen T-Profile (grün) sind gekürzte Bauteile aus der mittlerweile umfangreichen Bauteile Sammlung.

Die umlaufenden 250mm hohen Bordwände sind neu....

.....wie auch die 250mm hohe Stirnwand.
Bremsen, Bremsschläuche und Bremsleitungen hat der Wagen zu diesem Zeitpunkt nicht mehr. Fertig ist die Version mit umlaufenen 250mm hohen Bordwänden.

Die neuen, kugelgelagerten Drehgestelle werden auch noch ergänzt.

Zeit die STL Dateien für diese beiden Versionen auszuleiten:

Das Vorbildfoto von Hermann Braun zeigt den M-D 166 im Jahr 1969 in Berlichingen.

Das Vorbildfoto von Dieter Höltge zeigt den M-D 166 im Jahr 1977 in Klepsau.

Das Vorbildfoto von Dieter Höltge zeigt den M-D 166 im Jahr 1978 in Klepsau.
Uwe Stehr hat auch diesen Wagen mit dem kostenlosen Zeichenprogramm FreeCAD gezeichnet. Nach dem Umwandeln in eine stl. Datei kann der 3D Drucker seine Tätigkeit aufnehmen. Mein ANYCUBIC Photon Mono 3D Drucker benötigt bei einer Druckstärke von 0,03 mm und zwei Sekunden Belichtungszeit für diese Aufgabe ca. acht Stunden.
Als Resin kommt das Standard Photopolymer Resin von ELEGOO mit der Farbe Grey zum Einsatz.
Nachdem der Wagen aus dem Drucker kommt, wird er mit Isopropanol abgewaschen. Die Stützen entferne ich vor dem Aushärten in der UV-Kammer.
Diese Reinigung ist sehr wichtig, um das überflüssige Resin zu entfernen. Danach werden die Stützen entfernt und der Wagen in der UV Kammer „gehärtet“.
Anschließend wird der Wagen mit einer alten Zahnbürste und Seife unter warmem Wasser gewaschen. Nun ist er fertig zum Lackieren.

Die Bretter wurden per Pinsel in Hellgrau Revell AQUA COLOR Nr. 36176 gestrichen.

Die Rungen und der Wagenboden erhielten einen Farbanstrich per Pinsel in Anthrazit von Revell AQUA COLOR Nr. 36109.
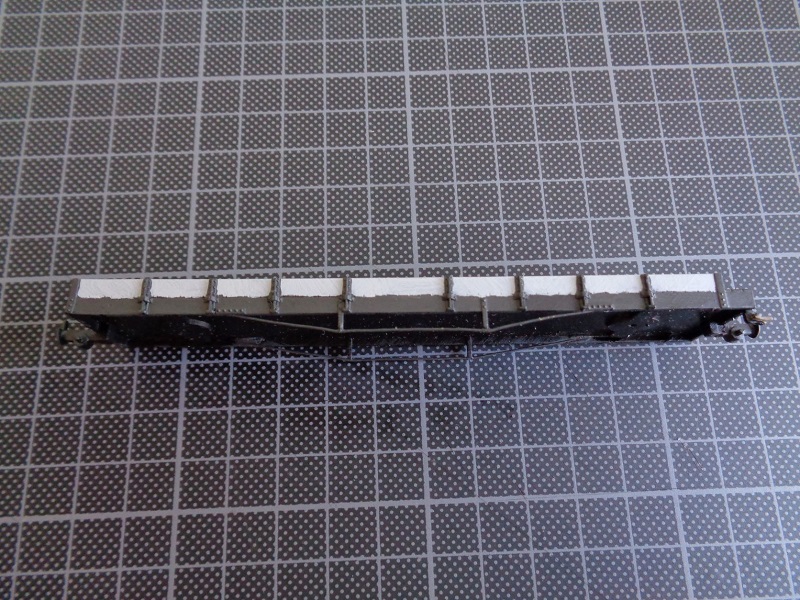
Wer jetzt bemerkt, dass die Trennung zwischen Grau und Schwarz nicht gerade scharf ist, dem sei versichert, dass nach der Alterung des Wagens davon nichts mehr zu sehen ist.

Wenn man das Ziel hat, alle Fahrzeuge der Jagsttalbahn nachzubilden, stellt sich natürlich auch die Frage nach der entsprechenden Beschriftung. Weinert hat hier unter der Nr. 9144 einen sehr guten Bogen im Angebot, der einige Beschriftungen der Jagsttalbahn Fahrzeuge enthält.
Wir wollten aber die Beschriftungen aller Fahrzeuge haben. So hat unser Freund Klaus Holler in unzähligen Stunden nach Vorbildfotos einen eigenen Beschriftungsbogen fast aller Fahrzeuge der Jagsttalbahn entworfen.
Nachdem Anton Vogl diesen Bogen gedruckt hat, kamen diese Decals auch auf dem M-D 166 zum Einsatz.
Eine dunkle Schneidunterlage leistet beim Beschriften der Wagen mit den kleinen Decals sehr gute Dienste.

Das Gewicht ist mit 14,9 Gramm zu niedrig.

Blei mit einer Stärke von 1,5 mm wird passend zugeschnitten und eingeklebt. Dabei ist zu beachten, dass die Drehgestelle in ihrer Bewegungsfreiheit nicht beeinträchtigt werden. Das Gewicht wird auf 30 Gramm verdoppelt.

Die Löcher im Wagenboden werden für die Befestigungsschrauben der Drehgestelle mit einem 1,6 mm Bohrer aufgebohrt.

Die Drehgestelle werden mit 2 x 6 mm Schrauben befestigt.

Bei den Drehgestellen greife ich wieder zu den sehr schönen Modellen von Technomodell zurück, die mit RP 25 Achsen von der Fa. Luck Feinmechanik mit einem Raddurchmesser von 6,2 mm bestückt wurden.

Als Kupplungsbügel benötigen wir den Bemo Kupplungsbügel neu Nr. 5300 000.

Der Wagen muss noch gealtert werden, kann aber erstmal auf Strecke gehen.

Der M-D 166 gezogen von der 152 zusammen mit dem G-Wagen M-D 106 II.