

Sehen wir uns zuerst den Aufbau der fertig beschichteter Ätzbleche an, wie sie die Firma Saemann Ätztechnik im Programm führt. Auf dem Blech ist beidseitig eine dünne Schicht Fotolack (Fotoresist) aufgebracht. Bei Blechen mit positiver Beschichtung handelt es sich um einen Naßresist. Das heißt, der Fotolack wird entweder im Tauch-, Sprüh- oder Walzenauftragsverfahren auf das Blech aufgetragen. Bei Bleche mit negativer Beschichtung spricht man von einen Trockenresist. Dieser wird als dünne Folie mittels heißer Walzen auf das Blech aufgebracht. Fertig beschichtete Bleche haben eine selbstklebende Lichtschutzfolie (Abdeckfolie), die verhindert, daß Licht ungewollt auf den Fotoresist fällt. Diese Klebefolie muß natürlich vor dem Belichten der Bleche abgezogen werden werden. Natürlich kann man Messing, Kupfer oder Neusilberbleche auch selber Beschichten. Dies ist immer dann sinnvoll, wenn eine Belichtung oder Entwickelung nicht geklappt hat, oder man das fertige Blech aus Unachtsamkeit unrettbar zerkratzt hat.
Reinigen der Bleche
Als erstes werden die Kanten der Bleche werden sauber entgratet. Mit silikonfreiem Scheuerpulver
oder feinem Schmiergelleinen werden die Öberflächen blank gemacht. Haushaltstücher von der Rolle sind
meist nicht fusselfrei und auch nicht frei Leim, so das der spätere Lackauftrag misslingt.
Nachdem das Blech mattglänzt spülen wir es unter viel fließendem Wasser ab. Ab jetzt ist es unbedingt
zu vermeiden die gereinigten Flächen mit den Fingern an zu fassen. Das Wasser muß einen zusammenhängenden
Wasserfilm auf der Oberfläche bilden ohne abzuperlen. Mit einem unnbedingt fusselfreien Tuch wird das
Blech vorsichtig trocken gerieben und bis zur anschließenden Beschichtung an einem staubfreien Ort gelagert.
Vor dem Aufspühen des Fotopositivlacks kontrollieren wir das Blech noch einmal auf Staubpartikel und
Kratzer. Dabei fassen wir das Blech am Rand und halten es gegen das Licht. Bei Bedarf wischt man mit
einem fusselfreiem Tuch Papiertuch nach, nicht abputzen. Das Aufsprühen des Fotolackes ,,Positiv 20“,
erhältlich bei saemann, Pirmasens, muß bei gedämpftem Licht erfolgen, niemals in der Sonne. Für ein
gutes Ergebniss ist möglichst staubfreies Arbeiten Grundvorraussetzung. Im Kreuzgang wird nun das auf
eine waagrechten Unterlage liegende Blech aus ca. 20 cm Abstand dünn und möglichst gleichmäßig besprüht.
Zum Trocknen wird das Blech ebenfalls Waagerecht an einen trockenen, staubfreien und dunkelen Ort gelegt.
Für nur einseitig geätzte Bleche wird die Rückseite micht mit Fotolack sondern mit ,,Plastik Spray 70“,
ebenfalls von saemann, besprüht. Für beidseitig geätzte Bleche muß natürlich auch die Rückseite mit
Fotolack behandelt werden. Die fertig beschichteten Bleche sind biszur Belichtung unbedingt von Lichtquellen,
besonders vor Sonnenstrahlen, zu schützen, ansonsten sind sie nicht mehr zu gebrauchen.
Damit wir das nun beschichtete Blech belichten können, benötigen wir eine Vorlage. Bei dem von uns gewählte
Positiv-Verfahren bleiben alle gezeichneten Flächen und Linien als Metall erhalten. Ist bereits eine Vorlage
vorhanden, ist es am einfachsten diese in einem Copy-Shop gleich auf eine Folie zu kopieren. Gute Kopierer
erzeugen heute eine zum Ätzen ausreichend dicht Tonerschicht auf der Folie, sollte dies nicht der Fall sein,
kann man auch zwei kopierte Folien übereinanderlegen um die erforderliche Lichtundurchlässigkeit zu erreichen.
In der Regel werden wir die benötigte Vorlage aber selber erstellen müssen. Hierfür zeichnen wir die Teile am
besten mit einem Tuschefüller in Originalgröße auf Transparentpapier oder Folie. Die Zeichnung muß so exakt wie
es nur eben geht sein, ansonsten wird jeder Zeichenfehler später auf dem Blech sichtbar sein. Das spätere Ätzteil
ist immer nur so gut wie die Vorlage! Wie schon die Kopie darf die Zeichnung ebenfalls nicht lichtdurchlässig,
sondern muß tiefschwarz sein. Kleine Teile lassen sich besser stark vergrößert zeichnen und im Copy-Shop auf
Folie auf Originalgröße herunter kopieren. Hierbei sollte immer eine „Sollmaßstrecke“ eingezeichet werden um
kontrollieren zu können wann die benötigte Größe erreicht ist. Die an vielen Kopieren vorhandenen %-Angaben
sind nicht immer zuverlässig. Wesentlich bessere Vorlagen erhält man bei einigen Fotografen oder in einer
Druckerei. Diese können aus den Zeichnungen sogenannte Repro-Film angefertigen. Diese sind in der Qualität und
Lichtdruchlässigkeit jeder Folienkopie haushoch überlegen. Leider sind diese Vorlagen nicht besonders billig und
in Abhängigkeit des verwendeten Gerätes ist auch nicht jede Vergrößerung oder Verkleinerung machbar. Daher lohnt
es sich in jedem Fall sich vor Zeichnungsbbeginn über die Möglichkeiten und Kosten zu informieren. Eine weitere
Möglichkeit der Vorlagenerstellung bietet der PC. Verfügt man über ein Zeichenprogramm mit Skalierung, es muß
dabei kein teures CAD-Programm sein, und einen Drucker hoher Auflösung, am besten einen Laserdrucker, kann man
mit einer speziellen Folie sehr gut geeignete und maßlich korrekte Vorlagen erstellen.
Generell sollte man am Anfang mit 1 oder 2 einfachen Teilen beginnen. Auch die Strichstärke der Linien sollte
am Anfang eher dicker (0,5mm) gewählt werden. Mit zunehmender Erfahrung sind dann auch kleinere Strichstärken
und filigranere Muster möglich. Grundsätzlich ist es schwierig Strichstärken ätzen zu wollen, die kleiner als die
Blechdicke sind. Das heißt ein 0,3mm dickes Blech kann man bis 0,3mm Strichstärke ätzen. Vergessen werden darf
auf keinen Fall die Anbringung von kleiner Haltestreben zum ebenfalls nicht zu vernachlässigenden Rahmen, ansonsten
fallen die fertigen Ätzteile aus dem Blech in das Ätzbecken. Der Rahmen sollte stabil genug sein, also umlaufend
etwa 5 mm Breite aufweisen. Wird nur von einer Seite geätzt, kann bei dünnen Blechen auf der Rückseite eine breite
Klebefolie die Haltefunktion übernehmen. Die fertigen Teile müssen später allerdings von dieser Folie abgezogen
werden, was bei einer zu starken Haftung zum verbiegen der Teile führen kann.
Wird nur von einer Seite geätzt kommen wir mit eine Zeichnung aus. In der Regel werden wir aber von beiden
Seiten ätzen wollen. Daher brauchen wir für Vorder- und Rückseite zwei unterschiedliche Zeichnungen. Hierbei können
Durchbrüchen sowie angeätzte Flächen, also das Material halb abgetragen, hergestellt werden. Bei einfachen Teilen hat
das beidseitige Ätzen zwei Vorteile: Zum einen geht es doppelt so schnell und zum anderen ist die Unterätzung geringer.
Diese Vorteil macht sich gerade beim Ätzen dicherer Bleche besonders Positiv bemerkbar. Auch können auf der Rückseite
Knickkanten angeätzt werden, die das Falten der späteren Ätzteile wesentlich erleichtern.
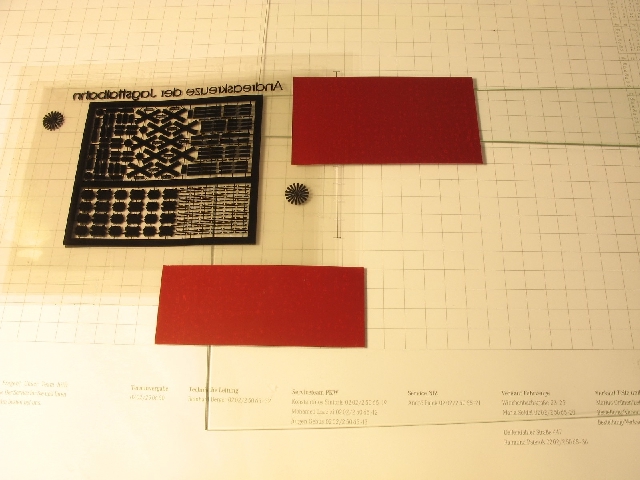
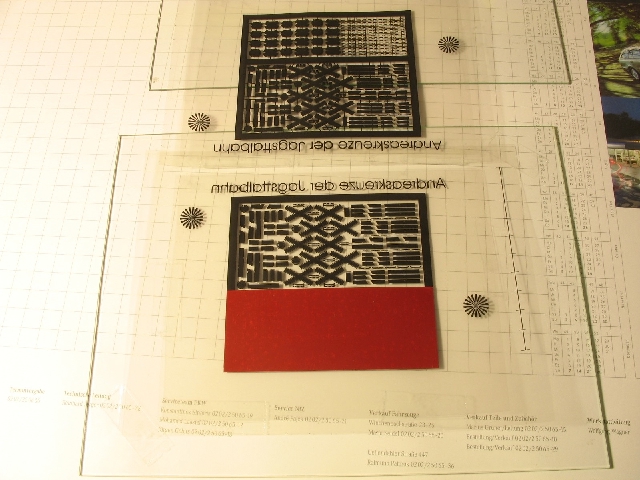
Ich hatte in eine Datei die Vorlagen für ein 0,1er-Blech und für ein 0,2er-Blech direkt übereinander gezeichnet
und beides auf eine Folie gedruckt. Das spart Folien. Das muss ich auch, denn ich klebe nach wie vor je Seite
jeweils zwei Folien aufeinander, um ausreichende Schwärze zu erzielen. Das Aufeinanderkleben selbst mache ich an
der von hinten durch's Tageslicht wunderbar beleuchtetn Milchglasscheibe unserer Haustür. Mit Hilfe der
"Siemens-Sterne" und etwas Geduld kriegt man die Folien ziemlich gut passen übereinandergeklebt.
Hier sieht man nun das zweite Blech mit der roten Abdeckfolie auf der unteren Zeichnung. Auf diese Weise
wird aus einer Zeichung eine Vorlage für zwei unterschiedliche Modelle mit unterschiedlicher Blechdicke. Ich
klebe übrigens die Folien nicht zu einer "Tasche" zusammen sondern nur einseitig, so dass sie "klappbar" bleiben.
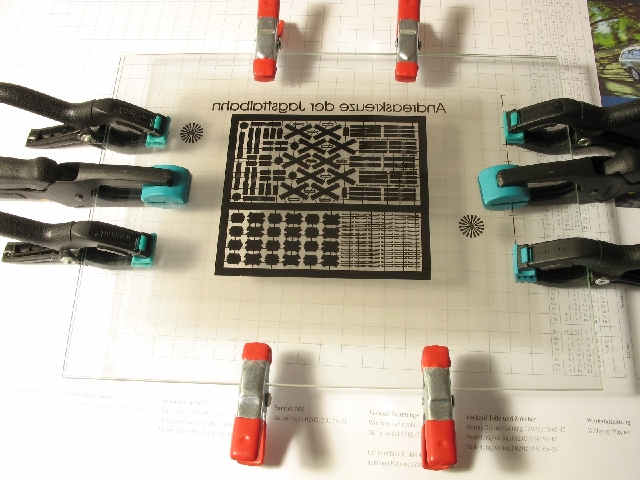
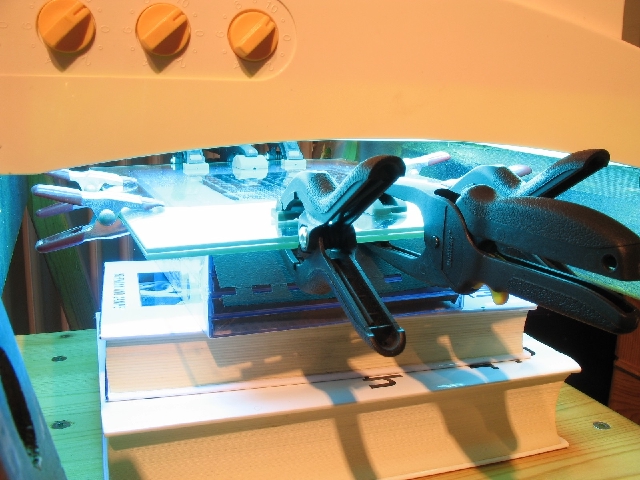
aufgelegte Deckscheibe, das Ganze zusammengeklemmt mit Mini-Zwingen
Größere Zwingen würden zwar besser
klemmen, bauen aber zu hoch und passen nicht unter mein Belichtungsgerät.
Für das Belichten wird keine Dunkelkammer benötigt, alle Arbeiten können bei stark gedämpftem Tageslicht
ausgeführt werden. Durch die Belichtung wird die Zeichnung auf das Blech übertragen. Durch die lichtdichte
Zeichnung werden Stellen des Fotolacks auf dem Blech abgedeckt. Das UV (ultraviolette) Licht der speziell
für diesen Zweck hergestellten Lampen trifft nur auf die nicht abgedeckten Stellen des Fotolackes. Das
UV-Licht wandelt die Fotoschicht chemisch um. Im darauf folgenden Entwicklerbad wird nur diese Schicht vom
Entwickler weggespült und so bleibt nur das genaue Abbild der Zeichnung auf dem Blech erhalten.
Dieser schützt das Blech vor der Atzflüssigkeit, die das ungeschützte Metall auflößt. Ist das einseitige
Belichten noch mit einer UV-Birne und einer Glasscheibe möglich, benötigen wir für das zweiseitige Ätzen eine
Art "Tasche" oder "Klappe" aus den Vorlagen der Vorder- und Rückseite. Hierfür werden die Folien deckungsgleich
aufeinander gelegt und an den linken und rechten Rändern mit Klebestreifen.
In diese Klappe schieben wir das Blech. In Abhangigkeit der Belichtungsanlage wird nun auch das Blech mit der
Tasche verklebt, oder Alles zwischen zwei Glasplatten geklemmt. Auf keinen Fall darf die Zeichnung und das Blech
beim Belichten nicht verrutschen.Die Dauer der Belichtung hängt von den verwendeten Diche des Fotolackes, den
UV-Lampen und der Entfernung zwischen der UV-Lampe und dem Blech ab. Hierzu findet man in den Anleitungen der
Geräte entsprechende Hinweise. Einige Tests sollten den ersten „echten“ Teilen allerdings vorrausgehen. Ich
persönlich hatte die meißten Probleme nicht beim Ätzen, sondern beim Belichten der Bleche.
Nach dem Belichten sollten die Bleche etwa 10-15 Minuten ruhen damit die chemischen Reaktionen im Fotolack
Zeit haben vollständig beendet zu sein.
...tja, ein bisschen peinlich ist das ja schon, mein wackeliges Belichtungs-Zentrum, aber es funktioniert
- oben im aufgeklappten Zustand und hier im geschlossenen. Ich muss die beiden Seiten nacheinander belichten.
Gegen Überstrahlen auf die Unterseite lege ich eine schwarze Pappe unter. Der Gesichtsbräuner hatte 5,- EUR
bei ebay gekostet, funktionierte mit den selbst beschichteten Blechen ganz gut. Mit den fertig beschichteten
Blechen von Saemann hatte es leider nicht funktioniert - hab viel ausprobiert. Den "einen" Grund dafür habe
ich nicht gefunden. Letztendlich habe ich neue Röhren bestellt (50,- EUR), den Belichtungsabstand brutal
verkleinert und den Entwickler vorgewärmt (gleichzeitiger Tip von dir, Uwe und vom Saemann).
Mit den neuen
Röhren bin jetzt doch fast beim Kaufpreis eines einfachen Gerätes gelandet, naja... Lackschicht und
Schwärzungsgrad der bleibenden Schicht ist wesentlich geringer als bei meinen per Sprayen wohl recht dick
beschichteten Blechen.
Aber mit etwas Vorsicht zerkratzt nix und sie sind resistent genug gegen das Ätzbad.
(Ich musste mich anfangs etwas überwinden, der dünnen Lackschicht zu "trauen"...)
Die beschichteten Bleche finde ich schon grandios praktisch.
Die stinkende Lackiererei war im Rückblick
ziemlich nervig (vor allem für den Rest der Familie) und zudem langwierig.
Für die Entwicklerlösung erhitzen wir einen Liter destilliertes Wasser auf 20° bis max 45° und lösen ca. 7gr. Ätznatron
(Natriumhydroxid) darin auf. Ausschlaggebend sind immer die Hinweise auf der Verpackung. Die Lösung ist sofort gebrauchsfertig.
Wir füllen den Entwickler in eine flache Schale und legen ein belichtetes Blech hinein. Nach etwa einer Minute sollte sich die
Zeichnug allmählich zeigen. Zeigt sich die Zeichnung auch nach längerer Zeit nicht ist das Blech entweder nicht lange genug
belichtet oder der Entwickler ist nicht in Ordnung. Die Schärfe des Entwicklers ist von zwei Faktoren abhängig:
Von der Konzentration, das heißt der Menge Ätznatron pro Liter und von der Temperatur des Entwicklers die zwischen 30 und
maximal 45 Grad liegen sollte. Am sollte den Entwickler aber auch nivcht zu heiß machen, da er dann zu scharf wird. Dies äußert
sich darin, das sich nach wenigen Sekunden sofort ein ziemlich scharfes Bild zeigt. Dann hat kann man das Blech nur noch schnell
raus aus dem Entwickler und gleich mit viel Wasser abspülen. Ist das Bad richtig temperiert und die Konzentration stimmt ist
das Entwickeln nach etwa einer Minute beendet und man spült das Blech unter fließendem Wasser ab.
Bis zum Ätzen sollte das Blech wieder 10-15Min ruhen um auch der Entwickelung Zeit zu geben den Lack vollständig umzuwandeln.
Für das Ätzbad erwärmen wir, jenach Größe des Ätzbeckens, 1-2Ltr. destilliertes Wasser auf 40° bis 50°C. Je Liter Wasser lösen
wir 250gr Eisen III Chlorid (gelbliche Kugeln) auf. Das Ätzbad ist sofort einsatzfähig. Eisen III Chlorid ist eine undurchsichtige,
braungelbe Ätzflüssigkeit. Sie ist billig und bringt schon bei Raumtemperatur gute Ergebnisse. Dauert der Ätzvorgang zu lange wird
das Ätzbad auf 40°- 50°C aufgeheizt und aktiviert so die Lösung, damit sie wieder Metall abträgt. Die Metallaufnahme liegt bei ca.
5Ogr je Liter Ätzflüssigkeit. In einer Schaum—Ätzanlage kann nur das Standard- Ätzmittel verwenden werden. Bei Sättigung bilden
sich beim Eisen III Chlorid grüne, hochgiftige Kristalle!
Für das Ätzbad erwärmen wir, jenach Größe des Ätzbeckens, 1-2Ltr. destilliertes Wasser auf 40° bis 50°C, auf keinen Fall über
60°C! Bei 60°C wirkt das Ätzmittel nicht mehr. Je Liter Wasser lösen wir 200-250gr Ammoniumpersulfat auf. Das Ätzbad ist sofort
einsatzfähig. Ammoniumpersulfat ist wasserklar, so das der Ätzvorgang von außen gut beobachtet werden kann. Es ist etwas teurer
als Eisen III Chlorid und nimmt ca. 40gr. Kupfer je Liter auf.
Das Ammoniumpersulfat bekommt während des Gebrauchs eine dunkle, grün-blaue Farbe.
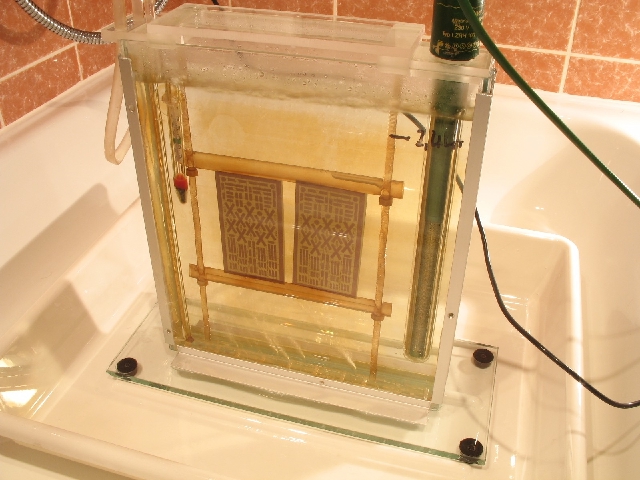
Als erstes beschreibe ich das Ätzen in Kunststoffschalen, da dies für den Anfänger der in die Atztechnik einsteigen will am
einfachsten und billigsten ist. Da die Ätzlösung bei 40°-50° ihre volle Kraft entfaltet, ist das Bad vorher auf diese Temperatur
zu erhitzen. Das Blech mit der belichteten Seite nach oben in die Kunststoffschale mit der Ätzlösung getaucht und ständig bewegt.
Während des Ätzvorganges bilden sich auf der Metalloberfläche Blasen die den Ätzvorgang behindern. Durch das ständige Bewegen des
Bleches im Ätzbad werden diese Blasen von der Oberfläche entfernt. Die Unterseite ätzt schneller als die Oberseite, daher müssen
beideitig belichtete Belche ständig gewendet werden. Zur Vermeidung von Kratzern an der jeweils unten liegenden Seite des Bleches
könne Korkabschnitte auf die vier Ecken des Bleches gesteckt werden. Diese sorgen dann für einen gewissen Abstand zwischen Blech
und Schalenboden. Nach einigen Minuten sollten deutliche Anätzungen zu sehen sein. Die gesammte Ätzzeit hängt von der Blechdicke,
der Konzentation des Ätzbades, der Temperatur und dem Zustand des Bades (gebraucht oder neu) ab und kann sich bis zu einer halben
Stunde hinziehen. Generell gilt: Je schneller geätzt wird, desto geringer die Hinterätzung.
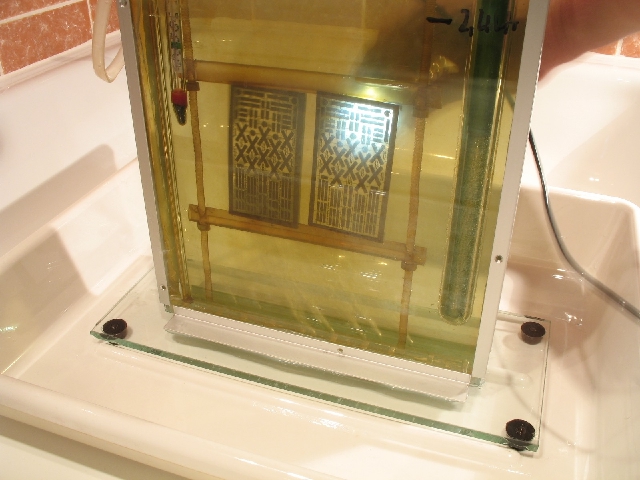
Kompfortabel läßt es sich mit einer Ätzmaschine mit Heizung und Umwälzpume ätzen.
Hierbei wird das Blech in eine Haltevorrichtung aus Kunststoff geklemmt und in das Ätzbad eingetaucht.
Der Temperatur geregelte Heizstab hält das Ätzbad auf konstant 40°C und die Umwälzpumpe hält durch Einblasen
von Luft das Ätzmittel in Bewegung. Hierdurch wird ein gleichmäßiger Materialabtrag von beiden Seiten erreicht
und der Ätzvorgang wird beschleunigt. Außer einer gelegentlichen Kontolle des Ätzfortschritts ist nichts weiter zu tun.
Hierbei sollte das Ätzteil von Zeit zu Zeit herausgenommen und auf auftretende Schichtfehler untersucht werden.
Diese können nach Abspülen und Trocknen mit Folientusche oder Eddingstift ausgebessert werden.
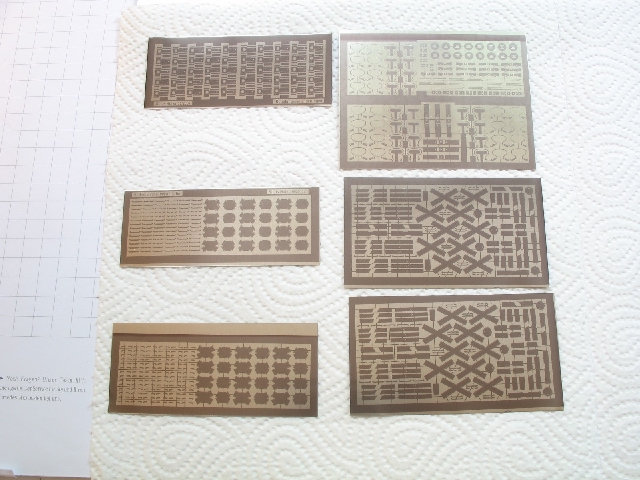
Nach dem der Ätzvorgang abgeschlossen ist wird das Blech aus dem Ätzbad herausgenommen und unter fließendem
Wasser gut abgespült. Nach dem Trocknen in Aceton oder einer starken Ätznatron Lösung (30 Gramm auf einen Liter)
oder Aceton entschichtet. Als Schutz gegen das Anlaufen kann die Oberfläche nach erneutem Trocknen dünn mit
„Plastikspray 70“ eingesprüht werden.
Werkzeuge Bezugsquelle Tranparentfolie Saemann, Conrad, ELV Belichtungsgerät Saemann, Conrad, ELV, Eigenbau flache, rechteckige Schalen Saemann, Conrad, ELV Thermometer Saemann, Conrad, ELV Heizstab Saemann, Conrad, ELV Belüftungspumpe Saemann, Conrad, ELV Ätzvorrichtung Saemann, Conrad, ELV, Eigenbau Zeichengerät (Tuschstifte oder PC) Saemann, Conrad, ELV Schleifmittel Saemann, Conrad, ELV
Material Bezugsquelle Kupfer-, Messing- o. Neusilberbleche Saemann, Conrad, ELV, Baumarkt Beschichtete Bleche Saemann, selbstbeschichtete Bleche Beschichtete Platinen Saemann, Conrad, ELV, selbstbeschichtete Platinen Fotopositivkopierlack “Positiv 20“ Saemann, Conrad, ELV “Plastik Spray 70" Saemann, Conrad, ELV Ätznatron (Entwickler) Saemann, Conrad, ELV Ammoniumpersulfat (Ätzmittel) Saemann, Conrad, ELV Eisen III Chlorid (Ätzmittel) Saemann, Conrad, ELV Aceton Saemann, Conrad, ELV, Baumarkt Destilliertes Wasser Baumarkt Die Haltbarkeit der Chemikalien ist begrenzt. Sie beträgt bei den angerührten Chemikalien in geschlossenen Behältern und
beschichteten Blechen maximal ein Jahr. Am besten werden sie im Kühlschrank , aber nicht im Gefrierfach, aufbewahren.
Die trocken verpackten Granulate sind nahezu unbegrenzt haltbar. Es empfiehlt sich daher immer nur die benötigten Mengen anzurühren.
Sollten die ersten Teile nicht so werden wie erhofft könnten folgende Fehler vorliegen:
Die oft vorgeschlagene ,Neutralisation‘ ist sehr fragwürdig. Ebenso das Einleiten von kleinen
Mengen zusammen mit viel Wasser in die Kanalisation. Was ist ,eine kleine Menge‘ und
,viel Wasser‘? Außerdem ist von Land zu Land die Gesetzgebung etwas anders.
Der sicherste Weg:

Beschichten der Bleche

Vorlagen

Belichten

Entwickeln

Die Ätzmittel
Standard-Ätzmittel (Eisen-III-Chlorid)

Schnell-Ätzmittel (Natriumpersulfat)

Das Ätzen




Einkaufsliste
Werkzeuge
Materialien
Mögliche Fehler
Tipps für die Sicherheit
.....die man unbedingt beachten sollte!
Tipps für die Umwelt
Entsorgung verbrauchter Chemikalien