Zum Zeitpunkt der der Übernahme der Jagsttalbahn im Jahre 1917 durch die DEBG waren für den Güterverkehr mit aufgeschemelten Regelspurwagen lediglich 8 Rollböcke, ausreichend für 4 zweiachsige Regelspurwagen vorhanden. Diese hatten auch nur einen Traglast von 13.500kg je Achse. Von der DEBG wurden noch im Jahr der Übernahme 10 weitere Rollböcke bei der Firma Franz Meguin & Co. in Dillingen/Saar bestellt die im Jahr 1918 geliefert und mit den Nummern 9 bis 18 in Betrieb genommen. Sie vergfügten bereits über 15.000kg Traglast. Bei der Reichbahn erreichten die Achslasten der Güterwagen bereits 20.000kg. Diese Rollböcken wurden ohne Bremse geliefert. Alle Rollböcke blieben bei der Jagsttalbahn, die sie am 14.Dezember 1964 als Schrott an die Firma Canali in Eberbach verkaufte.
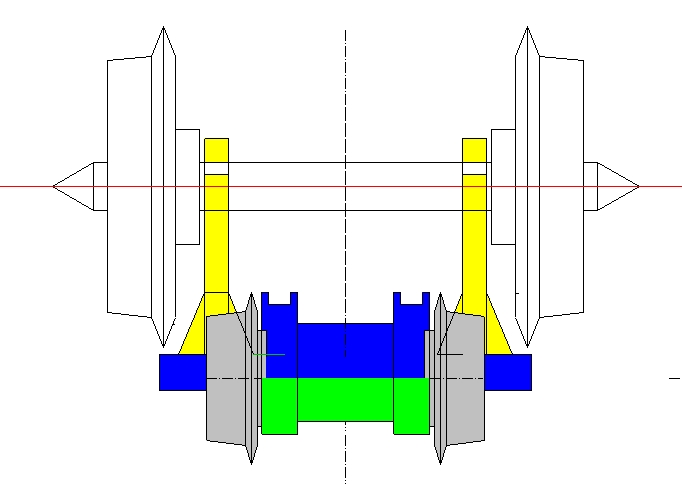
Die Umsetzung ins Modell erfolgte im Selbstbau, da kein industriell hergestelltes Modell am Markt erhältlich ist. Bei Konstruktion und Bau wurde auf die Erfahrungen mit den Rollböcken von Bemo und DK zurückgegriffen und die Eigenheiten der Modelljagsttalbahn berücksichtigt. Waren unsere bisherigen Konstruktionen Modelle von Einzelstücken in Ätzbauweise sollte hier erstmalig die Metallgußtechnik verwendet werden. Hiervon versprechen wir uns ein höheres Gewicht und so ein stabileres Laufverhalten der leeren Rollböcke. Auch sollte eine einfache Dreipunktlagerung der Achsen den ständigen Kontakt der Räder zur Schiene sicherstellen. Der Rollbock soll aus drei Teilen bestehen:
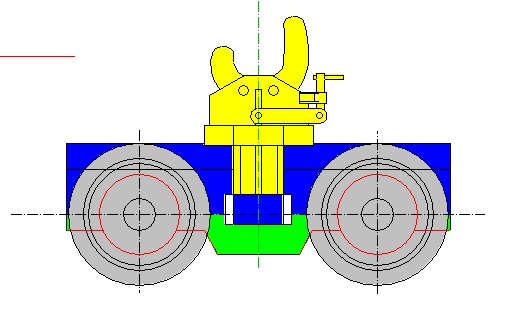
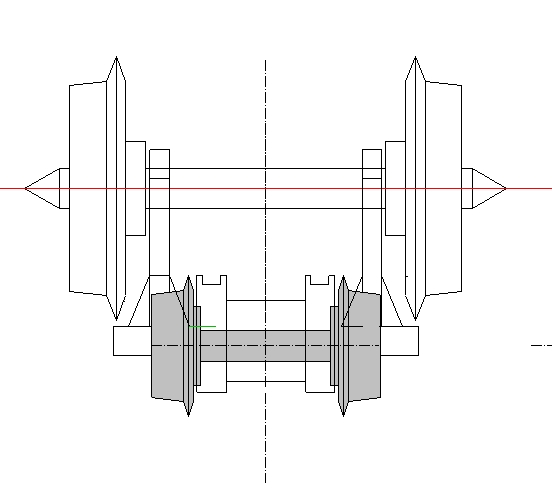
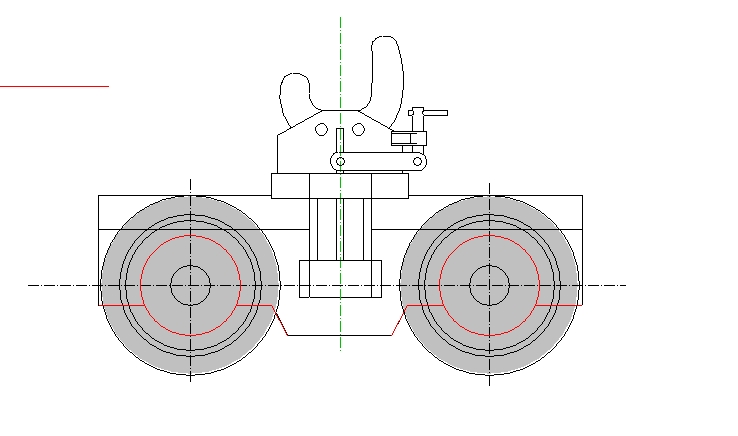
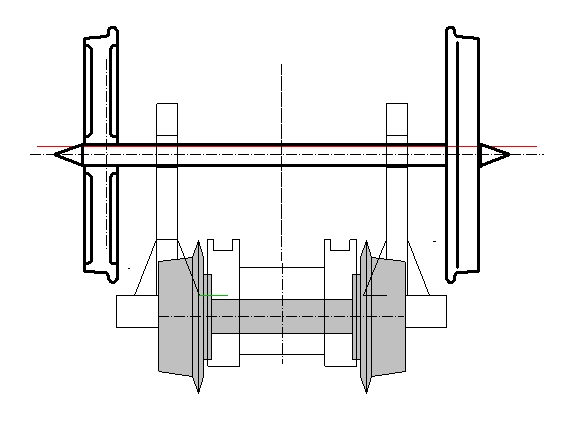
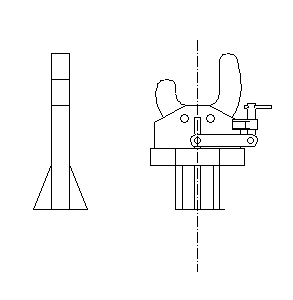
Auch wurde auf eine drehbare Gabel verzichtet. Der engste Radius der Jagsttalbahn befindet sich in der Zufahrt zum Genossenschftsgebäude in Dörzbach. Für diesen 500mm Radius reicht eine Verdrehen der Regelspurachse zur Längsachse des Rollbockes von ~5° auch für 2-Achser mit langem Radstand aus. Diese Bewegungsfreiheit wird mit Hilfe eines etwas breiterem U in der Gabel realisierte, die anders als beim Vorbild diese nicht fest umschließt. Zur Vermeidung von Drehmomenten bei Kurvenfahrten werden die Regelspurachsen nur mit der Achse in der Gabel geführt, auf eine Radauflage wird verzichtet. Der Radsatz wird durch die Auflagerbrücke lediglich auf dem Rollbock zentriert. Diese Maßnahme schaft auch in der Rollbockgrube mehr seitlichen Abstand. Hiervon versprechen wir uns ein deutlich vereinfachtes aufbocken, da sich die Gabeln im schwer einzusehenden Bereich in der Rollbockgrube nicht mehr verdrehen und so den Aufbockvorgang behindern können.
Da von Rollböcken immerhin mind. 10 Stück benötigt werden schied eine manuelle Herstellung Stück für Stück von vorherein aus. Die Metallgußtechnik versprach darüberhinaus einen etwas schwereren Rollbock als die Kunststoffbauweise von Bemo. deren Rollbock gerademal 3 gr, wiegt. Der Umbau von Klaus brachte den Rollbock auf 5gr, was die Laufeigenschaften positiv beeinflußte. Somit scheint der Weißmetallguß die optimale Fertigungsweise der Rollböcke zu sein.
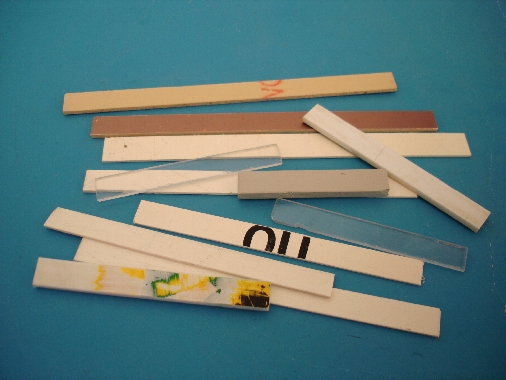
Als Basismaterial sollten überwiegend Kunststoffplatten verwendet werden da diese zum einen zu Verfügung standen, sich gut bearbeiten und gut verkleben lassen. Als Achsen sollen die qualitativ hochwertigen Luck-Radsätze in N-RP25 verwendung finden, die auch schon in den vorangegangenen Eigenbauten mit Erfolg eingesetzt werden.
Für den späteren Abguß in Silikonformen müssen ebenfalls auch einige Regeln der Gießtechnik berücksichtig werden, damit sich die Einzelteile später abformen und nach dem Guß aus der Form entnehmen lassen. Darüberhinaus sollte sich der Bausatz leicht montieren lassenund die Bauteile möglichst gratfrei sein um den erforderlichen Aufwand für Nacharbeiten möglichst gering zu halten.
Der spätere Abguß erfolgt in temperaturfesten, wiederverwendbaren Silikonformen. Wie diese Formen hergestellt werden kann man in "technik" unter Silikonformen nachlesen, das wollen wir hier nicht wiederholen. Für den Weißmetallguß werden jedoch Einguß und Steiger an der Form benötigt die nach der Fertigstellung der Form eingeschnitten werden. Neben dem Einguß sind Steiger nur an der Stelle nötig in denen das Weißmetall nicht von selber fließt und eine Entlüftung der Form nötig macht.
Das erste herzustellende Einzelteil ist das Oberteil. Als Basis wird hierfür ein Abschnitt eines Kunststoffstreifens verwendet.
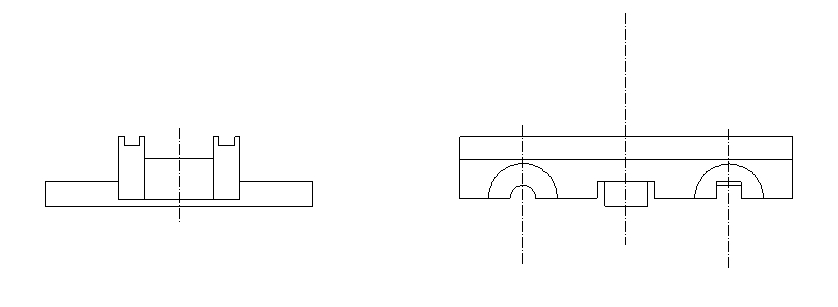
An diese Basis werden dann weitere Teile aus Kunststoff oder Messing geklebt bis die äußere Form erreicht ist.
Als nächstes wird das Unterteil hergestellt. Auch hier dient als Basis ein Abschnitt eines Kunststoffstreifens verwendet.
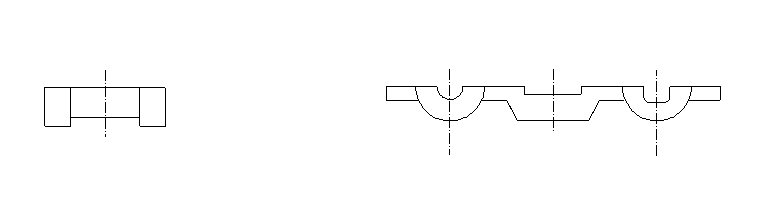
Die Achslagerschalen werden aus Messing gedreht und mit der Basisplatte verklebt. So entstehen an den Enden optisch gefälligere Rundungen.
Als letztes werden die aufwändigen Gabeln hergestellt. Aus dünnen Plattenabschnitten entstehen sie in Schichtbauweise.
Die Details entstehen der besseren Festigkeit wegen aus Messing.
Bei Bau der einzelnen Teile werde diese immer wieder trocken zusammengesteckt, auch mit dem Achsen, um zu Überprüfen ob die Bauteile gut montierbar sind und zueinander passen, gerade im Bereich der Achsen ist dies unerläßlich.
Um die Rollböcke untereinander und mit normalen Fahrzeugen kuppeln zu können, verwenden wir eine Reihe verschiedener Kupplungen. Diese Kupplungen werden auch für den Rollwagenverkehr auf den anderen H0e-Modulen verwendet.
Vorraussetzung hierfür ist ein 0,5mm Messingsift am Anfang und Ende der Rollböcke.
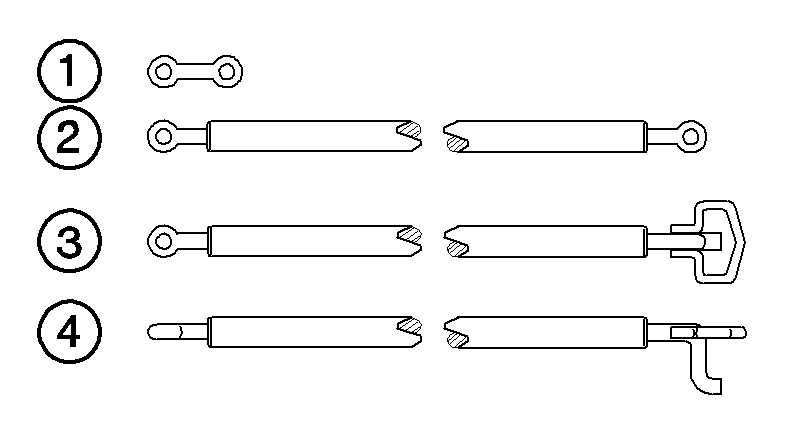
Die Kupplungen der Rollböcke von Oben:
Wie auch beim Vorbild lassen sich mit den Kuppelstangen höchstens 3 aufgebockte Fahrzeuge sicher bewegen, der erste Rollbock wird dabei am stärksten belastet und neigt dabei zum aufsteigen und entgleisen.
